
Precision SS Tubing: Technical Characteristics & Costs of Bending Methods (Cold, Hot)
Choosing the wrong bending method for stainless steel tubing can compromise project integrity and inflate costs. This critical decision directly impacts performance, durability, and your bottom line.
Cold bending offers high precision but costs more, while hot bending is more economical but can alter material properties. The best choice depends on your application's specific technical requirements and budget constraints.
As the Global Business Director at MFY, I've seen countless projects succeed or fail based on this one decision. The nuances between cold and hot bending are not just technical details; they are strategic choices that define the quality and cost-efficiency of your final product. Let's break down what you need to know to make the right call every time, ensuring you get the performance you need without overspending.
What are the technical characteristics of precision stainless steel tubing?
Using standard tubing for a high-spec job is a recipe for failure. The slightest imperfection can lead to system breakdowns. Precision tubing is engineered to prevent this exact problem.
Precision stainless steel tubing is defined by its tight dimensional tolerances, superior surface finish, and consistent mechanical properties, making it essential for applications requiring high accuracy and reliability.

When we talk about precision tubing, we're moving beyond the standard commodity product. This is a highly engineered material indispensable in sectors where failure is not an option, like automotive, aerospace, and medical equipment manufacturing. At MFY, we deal with clients in these fields daily, and their demands are exacting for good reason. The difference between success and failure often comes down to microns.
Dimensional Accuracy
The primary characteristic of precision tubing is its dimensional control. This includes outer diameter (OD), inner diameter (ID), and wall thickness. While standard pipes have acceptable variations, precision tubes are manufactured to extremely tight tolerances, ensuring a perfect fit and predictable performance in complex assemblies. For a medical device or a high-pressure fuel line, "close enough" is never good enough.
Surface Integrity
Another key factor is the surface finish, both inside and out. Precision tubing features a smooth, uniform surface with minimal imperfections. This is crucial for applications involving fluid dynamics, as a rough surface can create turbulence and impede flow. In medical applications, a smooth surface is vital to prevent bacterial growth and ensure sterility.
Here’s a simple table to illustrate the difference:
| Characteristic | Standard Tubing | Precision Tubing |
|---|---|---|
| OD Tolerance | ±0.5% - 1.0% | As low as ±0.05% |
| Wall Thickness Var. | Up to ±10% | Often below ±5% |
| Surface Finish (Ra) | Higher, less consistent | Lower, highly consistent |
| Application | General plumbing, struct. | Medical, aerospace, auto |
Understanding these characteristics is the first step. Next, we need to see how we can shape this material without compromising its inherent qualities.
How does cold bending impact the properties of stainless steel tubing?
Bending any metal introduces stress. If not managed correctly, this stress can create weak points that compromise the entire component. Cold bending is a technique designed to mitigate this risk.
Cold bending strengthens the steel through work hardening but can slightly reduce ductility. It maintains excellent dimensional accuracy and surface finish, making it ideal for high-precision, critical applications.
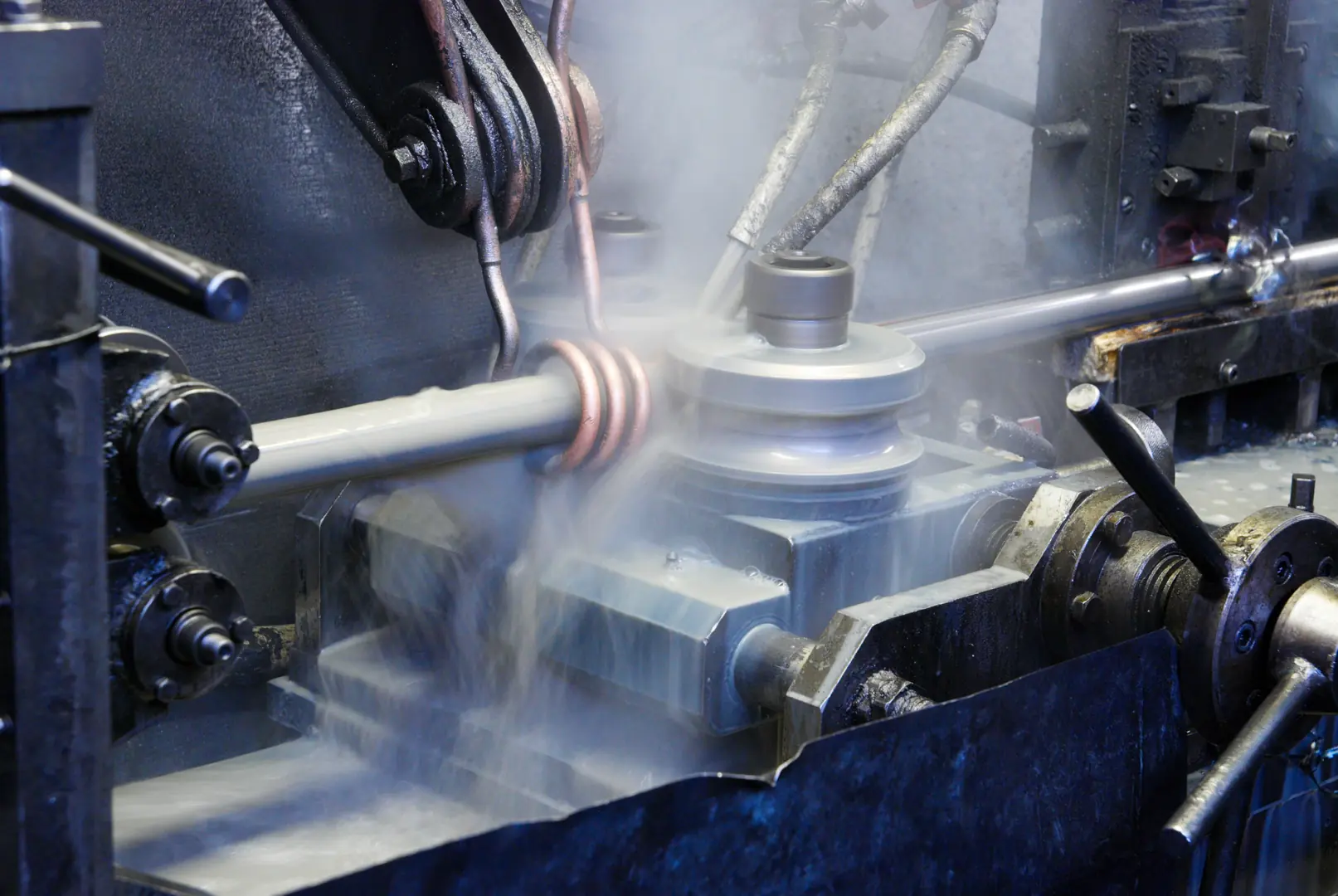
Cold bending, or cold forming, is a process we rely on heavily for our clients in high-stakes industries. I remember a client in the aerospace sector who needed fuel lines bent into a complex geometry for a new engine. The tolerances were non-negotiable, and any change to the material's microstructure was unacceptable. Cold bending was the only viable option because it reshapes the steel without the transformative effects of high heat.
The Science of Work Hardening
When stainless steel is bent at room temperature, its crystalline structure is deformed. This process, known as work hardening or strain hardening, actually increases the material's tensile strength[^1] and hardness in the bent area. While this adds strength, it's a trade-off, as it also slightly reduces the material's ductility, or its ability to deform further without fracturing. For most precision applications, this increase in strength is a welcome benefit.
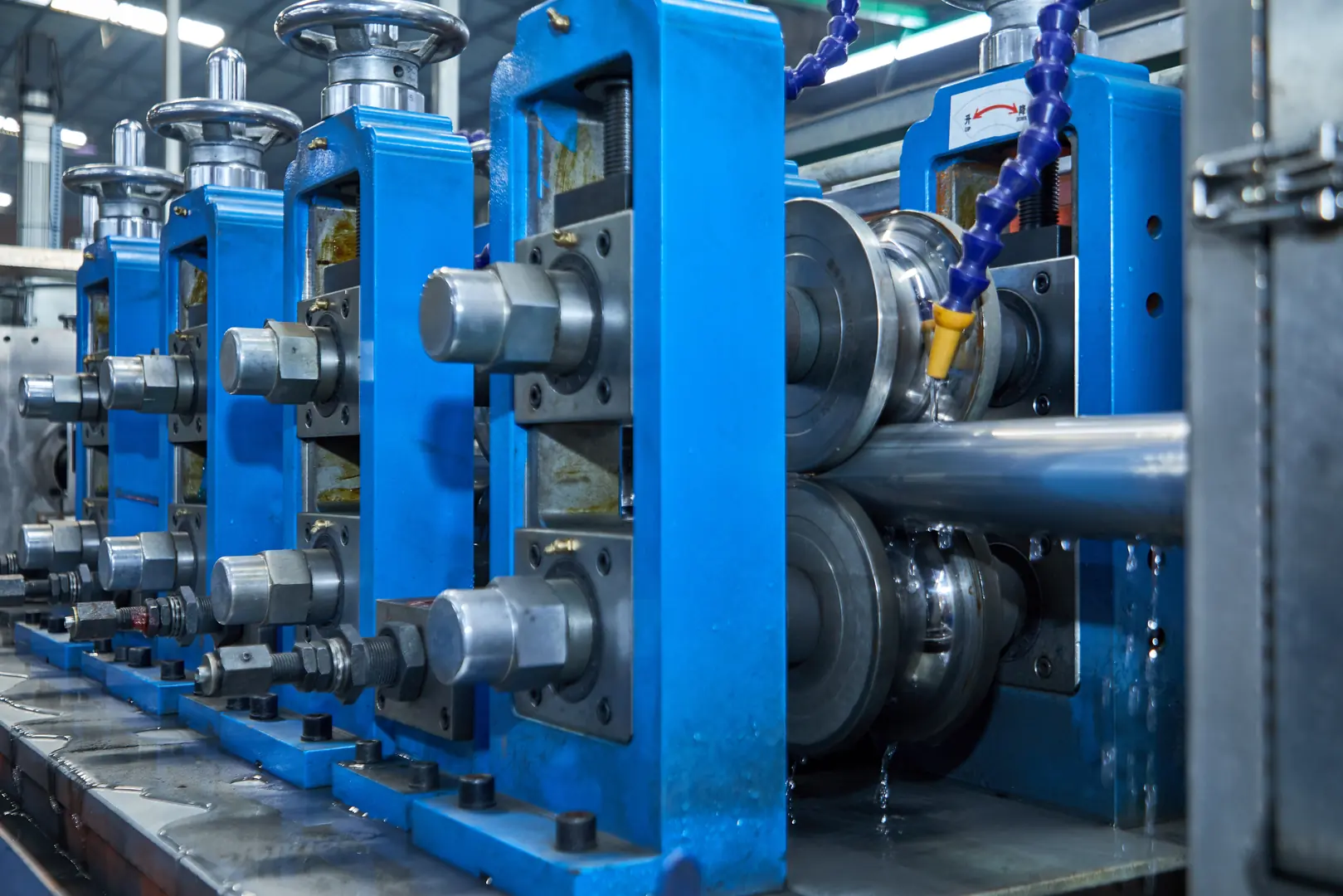
Preserving Tolerances and Finish
The greatest advantage of cold bending is its precision. Because there is no heat involved, we avoid issues like thermal expansion and contraction, which can throw off dimensions. The process allows for extremely tight bend radii and maintains the tube's original surface finish. This is why it's the go-to method for medical instruments, hydraulic systems, and automotive components where every millimeter and every micro-inch of surface quality matters. It requires advanced equipment and skilled operators, which contributes to its higher cost, but the results are unmatched in terms of quality.
| Pros of Cold Bending | Cons of Cold Bending |
|---|---|
| Maintains tight dimensional tolerances | Higher equipment and labor costs |
| Preserves superior surface finish | Can reduce ductility in the bent area |
| Increases strength via work hardening | Limited by material thickness/diameter |
| No thermal degradation of material | Slower cycle times than hot bending |
What are the advantages and disadvantages of hot bending for stainless steel tubing?
You need to bend a large-diameter, thick-walled pipe, and budget is a major concern. Cold bending might be too slow or expensive. This is where hot bending becomes a powerful alternative.
Hot bending's main advantage is its cost-effectiveness and suitability for large-diameter or thick-walled tubes. However, the heat can alter the steel's microstructure, potentially reducing corrosion resistance and dimensional precision.
While we champion precision, we also understand practicality and scale. We recently worked with a large engineering contractor on a major infrastructure project. They needed thousands of large stainless steel pipes bent for a water treatment facility. The technical requirements were not as stringent as in aerospace, but the budget was tight. Hot bending was the perfect solution. It allowed us to deliver the quantity they needed on time and well within their budget.
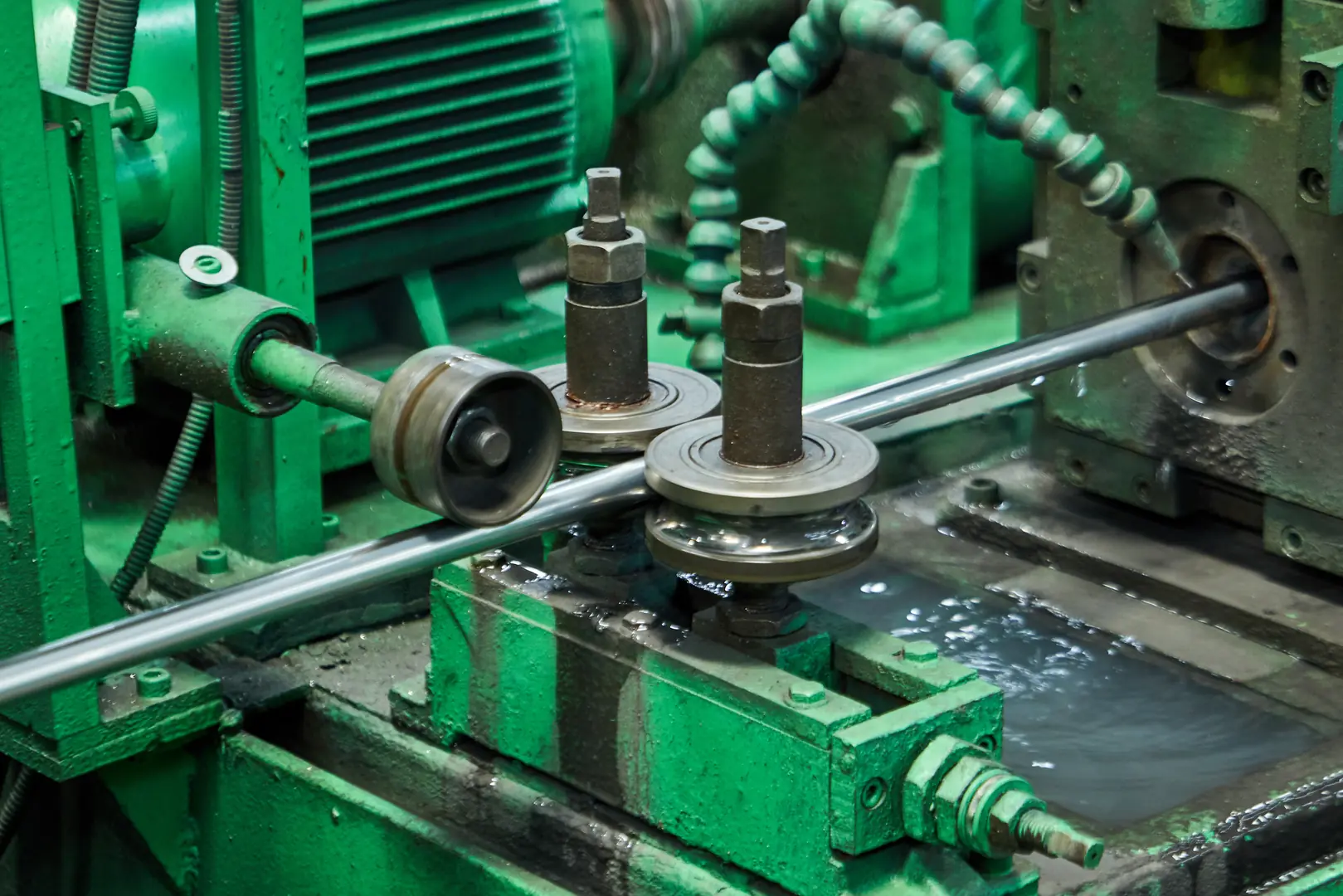
Thermal Impact on Microstructure
Hot bending involves heating the stainless steel to a temperature where it becomes more malleable. This makes the bending process easier and requires less force, which is ideal for very large or thick-walled tubes. However, this heat fundamentally changes the steel. It can affect the grain structure and, if not controlled properly, can reduce the steel's inherent corrosion resistance, a key reason for choosing stainless in the first place. Post-bending heat treatment is often required to restore these properties, adding a step to the process.
When is Hot Bending a Smart Choice?
Despite the potential downsides, hot bending is an incredibly useful and economical process for the right application. It excels in large-scale manufacturing where cost is a primary driver and absolute precision is secondary. Think structural components, large-scale piping for the energy sector, or architectural elements. The process is faster and the equipment is generally less complex than that for cold bending, leading to significant cost savings, especially on high-volume orders. The key is to understand the trade-offs and ensure the final material properties still meet the project's minimum requirements.
| Pros of Hot Bending | Cons of Hot Bending |
|---|---|
| Cost-effective, especially at scale | Can alter material's microstructure |
| Ideal for large-diameter/thick-walled tubes | Potential reduction in corrosion resistance |
| Requires less force, faster cycle times | Less dimensional accuracy due to heat |
| Less risk of cracking on tight bends | May require post-bending heat treatment |
How do the costs of cold and hot bending methods compare?
Project budgets are always a primary concern. Choosing a bending process without understanding its full cost impact can lead to surprises. The financial difference between cold and hot bending is significant.
Cold bending is generally more expensive due to specialized machinery, longer cycle times, and the need for skilled operators. Hot bending is more economical, especially at scale, due to simpler equipment and faster processing.
At MFY, we help our clients navigate this cost-benefit analysis every day. The sticker price of the bending process is just one part of the equation. We encourage them to look at the total cost of ownership, which includes potential rework, failure rates, and the performance value delivered by a higher-quality component. A more expensive cold-bent part that performs flawlessly for years is often cheaper in the long run than a hot-bent part that requires early replacement.
Breaking Down Cold Bending Costs
The higher cost of cold bending comes from three main areas. First, the machinery, like CNC mandrel benders[^2], is complex and expensive. Second, the process is slower, as the material is being forced into shape without the aid of heat, leading to longer cycle times per part. Third, it requires highly skilled technicians who can set up and operate the equipment to achieve those tight tolerances without causing defects. These factors combine to create a higher per-unit cost.
The Economics of Hot Bending
Hot bending is more economical primarily because it's a faster and more forgiving process. Heating the steel makes it easy to bend, so the cycle times are shorter and the equipment can be less sophisticated. This is particularly true for induction bending[^3], a common hot bending method. The labor costs can also be lower. While there may be an added cost for post-bend heat treatment, the overall per-unit cost, especially in high-volume production runs, is almost always lower than cold bending.
| Cost Factor | Cold Bending | Hot Bending |
|---|---|---|
| Equipment Cost | High (CNC Mandrel Benders) | Moderate (Induction Heaters, Furnaces) |
| Labor Skill | High (Requires skilled technicians) | Moderate |
| Cycle Time | Slower | Faster |
| Energy Usage | Lower (Mechanical force) | Higher (Heating energy) |
| Post-Processing | Minimal | May require heat treatment, descaling |
| Overall Cost | Higher | Lower |
How do you choose the right bending method for your application?
Making the final call between cold and hot bending can feel complex. A mistake here can affect your budget and product quality. A clear, criteria-based approach simplifies this crucial decision.
Choose cold bending for applications requiring tight tolerances, a superior finish, and maximum material integrity, like in aerospace or medical devices. Opt for hot bending for large-scale projects where cost is a primary driver.

The best way to make this choice is to clearly define your project's priorities. I always walk my clients through a simple two-step evaluation: technical specifications first, then budget and scale. By answering these questions honestly, the right path almost always becomes clear. It's about aligning the process with the purpose.
Priority 1: Technical Specifications
Start with the non-negotiables. What level of precision does your application demand?
- High-Stakes Applications: If you're working in medical, aerospace, automotive (e.g., fuel/brake lines), or high-pressure hydraulics, the choice is simple: cold bending. The need for tight tolerances, a pristine surface finish, and unaltered material properties outweighs the higher cost.
- General-Purpose Applications: If you're in construction, infrastructure, or general manufacturing where dimensional tolerances are more forgiving and some change in material properties is acceptable, hot bending is a strong candidate.
Priority 2: Budget and Scale
Once you've addressed the technical needs, look at the business case.
- Low Volume / High Value: For prototypes or small production runs of high-value components, the precision of cold bending justifies its cost.
- High Volume / Cost-Sensitive: For large production runs where per-unit cost is a critical driver, the speed and efficiency of hot bending provide a significant competitive advantage.
Ultimately, the decision is a strategic balance.
| Factor | Choose Cold Bending If... | Choose Hot Bending If... |
|---|---|---|
| Application | Medical, Aerospace, Automotive, Hydraulic | Structural, Infrastructure, Energy |
| Precision | Tight tolerances are critical (microns matter) | Standard tolerances are acceptable |
| Material Integrity | Must be preserved (no microstructural change) | Some change is acceptable |
| Budget | Performance justifies a higher per-unit cost | Cost-efficiency is the primary driver |
| Scale | Prototyping or low-to-medium volume | High-volume, large-scale production |
Conclusion
The choice between cold and hot bending for stainless steel tubing is a strategic decision, not just a technical one. It's a balance of precision against cost, and performance against production scale. Understanding this trade-off empowers you to optimize your process for project success and a competitive edge.
Have Questions or Need More Information?
Get in touch with us for personalized assistance and expert advice.






