Production Process and Quality Control for Seamless and Welded Stainless Steel Tubes
Sourcing steel tubes but worried about hidden defects? These failures risk your project's safety and budget. We follow a strict, multi-stage process to guarantee quality from start to finish.
Ensuring top quality involves a multi-stage process. It starts with rigorous raw material selection, followed by precise manufacturing for either seamless or welded types, and is integrated with continuous, multi-layered quality control checks, including non-destructive testing and final inspections.

As someone who has spent years navigating the global steel market, I know that trust is built on consistency. The performance of a stainless steel tube in a high-pressure pipeline or a critical structural frame comes down to the discipline applied during its creation. It's not one single step, but a chain of them, where every link must be strong. Let's break down this process. I want to walk you through the five key stages we at MFY use to produce tubes you can rely on, meeting the highest global standards.
What's the First Step in Making High-Quality Stainless Steel Tubes?
Using the wrong raw material leads to weak, unreliable tubes. This compromises structural integrity. That's why we start with meticulous selection and verification of steel billets and coils.
The first step is raw material selection. This involves choosing the correct grade of stainless steel billet (for seamless) or coil (for welded) and performing chemical and physical tests to verify its integrity before production even begins.

Everything starts here. You cannot build a strong house on a weak foundation, and you cannot make a durable tube from subpar steel. I remember a client in Germany who was facing premature corrosion in their processing plant. The issue was traced back to their previous supplier using a steel grade with insufficient molybdenum content for the chemical environment. This is a costly mistake that proper initial verification could have prevented. That's why our process is uncompromising at this stage. It’s about ensuring the fundamental building block is perfect.
H3: Grade Selection and Material Verification
The first decision is choosing the right stainless steel grade for the application. A 304 grade is excellent for general purposes, but for marine or chemical environments, a 316 grade with its added molybdenum is essential for corrosion resistance. We work closely with our clients to specify the exact grade needed. Once the material arrives at our facility, whether as a solid billet for seamless tubes[^1] or a large coil for welded ones, it doesn't enter the production line immediately. We take samples for our lab to conduct spectrometry analysis, confirming its chemical composition matches the required standard down to the percentage point. We also perform mechanical tests to check its hardness and tensile strength[^2]. Only when the material is fully certified by our internal quality team does it get the green light for production.
| Material Form | Used For | Key Verification Tests |
|---|---|---|
| Solid Billet | Seamless Tubes | Chemical Composition, Hardness, Internal Flaw Scan |
| Steel Coil | Welded Tubes | Chemical Composition, Tensile Strength, Surface Finish |
How Are Seamless Stainless Steel Tubes Manufactured?
Need tubes for high-pressure jobs? Welded tubes can have inherent weak points. Seamless tubes are formed from a single piece of steel, offering superior strength and corrosion resistance.
Seamless tubes are made by heating a solid steel billet to extreme temperatures and piercing it with a mandrel to create a hollow shell. This shell is then elongated and finished through rolling and drawing processes to achieve the final dimensions without any welds.
The beauty of a seamless tube lies in its name: there is no seam. This monolithic structure provides unmatched integrity, which is why it's the only choice for critical applications like power plant boilers, hydraulic systems, and oil and gas pipelines. The manufacturing process is intense and requires massive force and precision. We are essentially reshaping a solid bar of steel into a hollow, uniform tube. This method ensures a consistent and predictable level of strength throughout the entire circumference of the tube, eliminating the risk of a weak point along a weld that could fail under extreme pressure or corrosive attack.
H3: The Piercing and Rolling Process
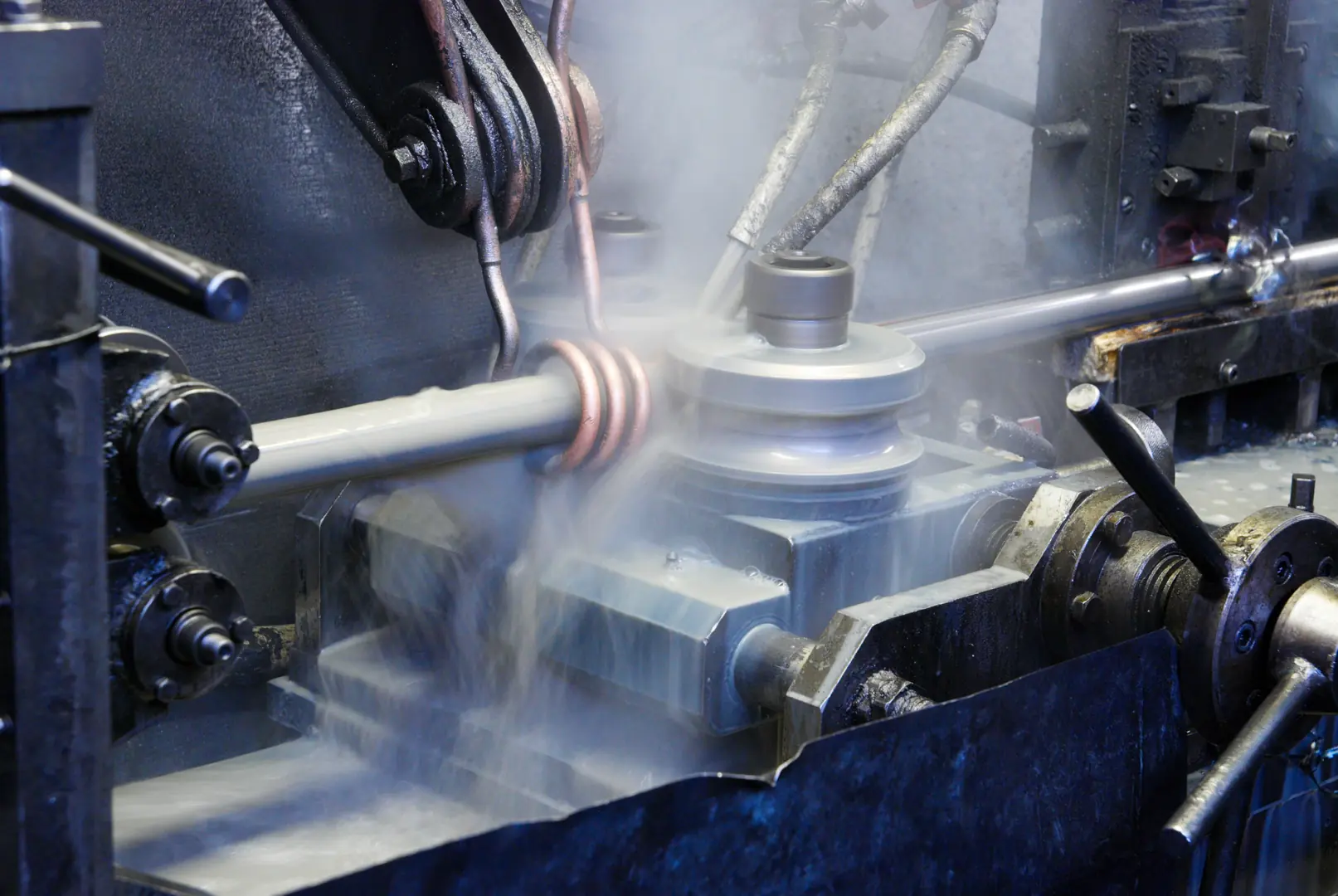
It begins with heating a solid, cylindrical steel billet to over 1,200°C (2,200°F). At this temperature, the steel is malleable. The glowing hot billet is then pushed through a rotary piercer. As it rotates, a pointed mandrel is forced through its center, creating a thick-walled hollow shell. This is the most critical and visually impressive step. Immediately after piercing, the shell is passed through a series of rollers in a rolling mill. These rollers reduce the wall thickness and elongate the tube, refining its shape and dimensions. The temperature and speed must be controlled with extreme precision to ensure the tube's structure is uniform.
| Process Step | Description | Purpose |
|---|---|---|
| Heating | Billet heated to >1,200°C | Makes the steel malleable for piercing. |
| Piercing | Billet is pierced by a mandrel | Creates the initial hollow shape. |
| Rolling | Shell is elongated by rollers | Reduces wall thickness and refines dimensions. |
And What's the Process for Welded Stainless Steel Tubes?
Looking for a cost-effective tube solution? Seamless can be expensive. Welded tubes offer great performance for many applications at a more accessible price point and with tighter tolerances.
Welded tubes are formed by taking a stainless steel strip or coil, roll-forming it into a circular shape, and then welding the seam longitudinally. The weld is then treated and finished to ensure strength and a smooth surface.

While seamless tubes are the heroes of high-pressure environments, modern welded tubes are incredibly versatile and reliable for a vast range of applications, from structural and architectural uses to food processing and automotive exhaust systems. The key to a high-quality welded tube is, unsurprisingly, the quality of the weld itself. Advances in welding technology, like TIG (Tungsten Inert Gas) and laser welding, create seams that are incredibly strong and clean. At MFY, our focus is on making the weld seam as strong as the parent material. When done correctly, a modern welded tube offers excellent performance and consistency, often with better wall thickness uniformity than a seamless tube.
H3: Roll Forming and Weld Integrity
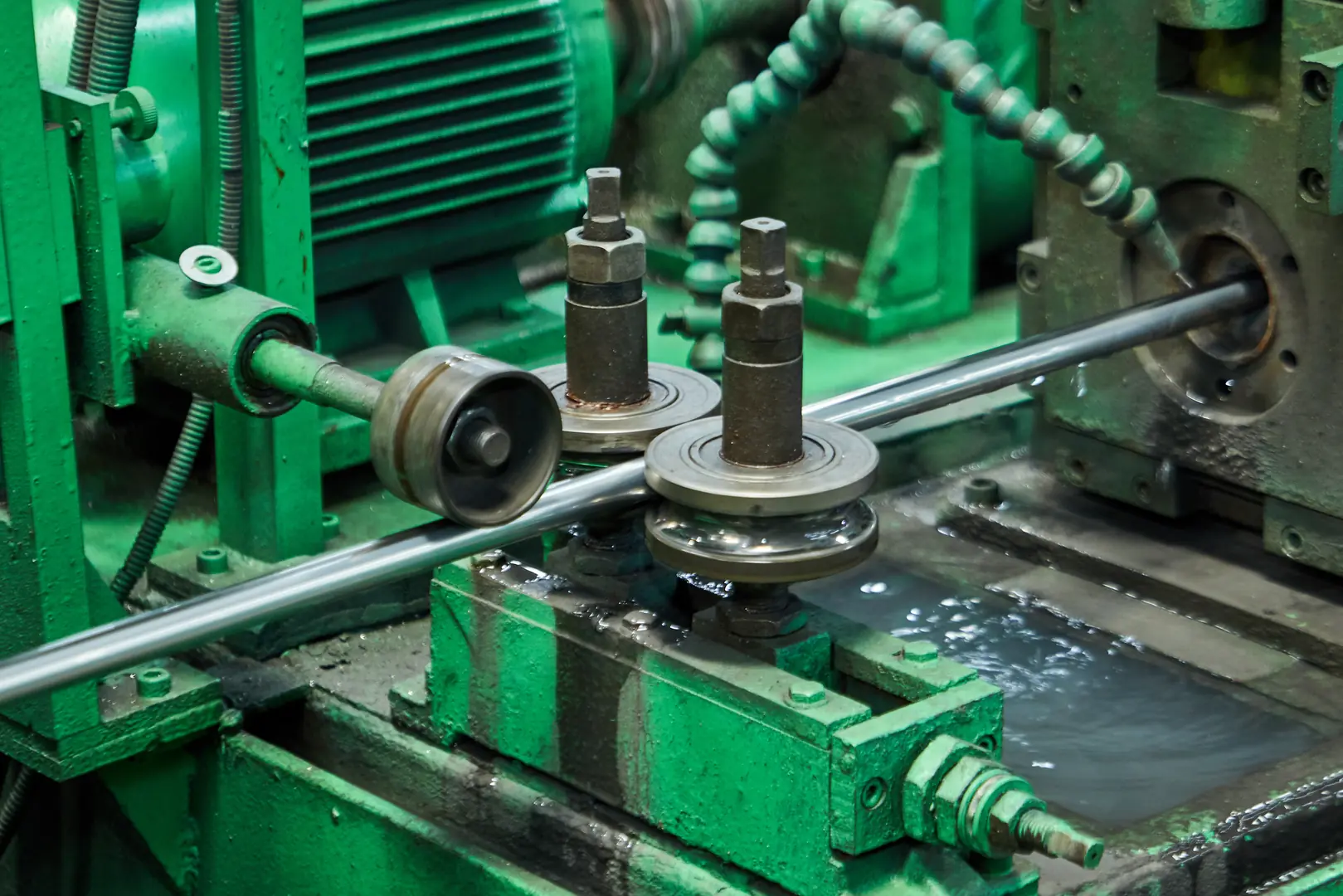
The process starts with a high-quality stainless steel coil, which we slit into strips of the correct width. This strip is then fed through a series of precisely calibrated rollers that gradually bend it into a round tube shape. The two edges of the strip meet to form an open seam. This is where the welding happens. An automated welder passes along the seam, fusing the edges together. After welding, the exterior and sometimes interior weld bead is removed (scarfed) to create a smooth surface. The tube then often passes through an annealing process[^3], where it's heated and cooled to relieve stress from the forming and welding process. This step is crucial for restoring the material's corrosion resistance and ductility around the weld zone.
| Welding Method | Key Feature | Common Application |
|---|---|---|
| TIG Welding | High-quality, clean weld | Food & Beverage, Pharmaceutical |
| Laser Welding | Fast, low heat input | Automotive, Precision Instruments |
| ERW (Electric Resistance) | Cost-effective, high speed | Structural, Mechanical |
How Do We Integrate Quality Control During Production?
Waiting until the end to find a defect is too late. This wastes time, energy, and material. We use in-process quality control to catch and correct issues as they happen.
We integrate quality control by using automated sensors and performing manual checks at critical stages. This includes monitoring dimensions, temperature, and weld integrity in real-time to ensure every part of the process meets strict specifications.
This is where our philosophy of prevention over correction comes into play. The global demand for reliability, driven by both safety regulations and the high cost of failure, means we can't afford to discover a problem at the final stage. We have to build quality into every step. This means moving beyond simple spot checks. We leverage technology to give us a live, data-driven view of the production line. I've seen firsthand how real-time monitoring can prevent a minor temperature fluctuation from turning into a batch of a thousand meters of compromised tubing. It’s about predictability and control.
H3: Real-Time Monitoring and Data Analytics
On our welded tube lines, for example, we use eddy current systems right after the welder to continuously scan the weld seam for any imperfections. If the system detects a potential flaw, it triggers an alarm and marks the section of the tube, allowing our operators to investigate immediately. Similarly, laser micrometers constantly measure the outer diameter and wall thickness of the tube as it's being formed, ensuring it stays within the tight tolerances required. This data isn't just for immediate alerts; we collect and analyze it to spot trends, optimize our machine settings, and continuously improve the stability of our process. This data-centric approach is no longer a luxury; it's a core requirement for competing in a market where quality differentiation is paramount.
| QC Checkpoint | Method | Purpose |
|---|---|---|
| Forming | Laser Micrometer | Verify Outer Diameter & Ovality |
| Welding | Eddy Current Testing | Detect flaws in the weld seam in real-time |
| Annealing | Pyrometer | Monitor and control heat treatment temperature |
What Final Checks Guarantee Tube Performance and Safety?
A tube might look perfect, but have hidden flaws. These microscopic defects can lead to catastrophic failure under pressure. Final testing is essential to find and eliminate them.
Final checks include a battery of Non-Destructive Testing (NDT) like ultrasonic and eddy current tests, alongside mechanical tests for tensile strength and hardness. A final visual and dimensional inspection ensures compliance with all standards.

This is the final gatekeeper. Every single tube that we classify as premium for a critical application must pass through this rigorous inspection. It's our ultimate promise of quality to the client. The key insight here is that we are looking for problems that are invisible to the naked eye. As industrial standards become more stringent, the focus has shifted to identifying microscopic defects that could grow into cracks over time. Investing in cutting-edge NDT technology is not just about compliance; it's a strategic decision that provides a tangible competitive edge and gives our clients peace of mind.
H3: Non-Destructive Testing (NDT) and Mechanical Verification
Non-Destructive Testing allows us to inspect the entire structure of the tube without damaging it. For seamless tubes, we use ultrasonic testing, sending high-frequency sound waves through the material to detect any internal voids or flaws. For all our tubes, hydrostatic testing[^4] is a common final step. We fill the tube with water and pressurize it to a level far beyond its intended operating pressure to confirm its strength and leak-proof integrity. In addition to NDT, we pull sample tubes from each batch for destructive testing. We pull them apart to measure tensile strength, crush them to test ductility, and analyze their grain structure under a microscope. This combination of NDT on every tube and destructive testing on batch samples provides a complete quality picture.
| Test Type | Description | What It Finds |
|---|---|---|
| Ultrasonic Test (UT) | High-frequency sound waves sent through the tube | Internal flaws, cracks, and voids |
| Eddy Current Test (ET) | Electromagnetic induction used to find flaws | Surface and near-surface defects, weld flaws |
| Hydrostatic Test | Tube is filled with water and pressurized | Leaks, weakness under pressure |
| Tensile Test | Sample is pulled apart until it breaks | Ultimate strength, yield point, elongation |
Conclusion
In summary, a world-class stainless steel tube is the product of a disciplined system. It combines premium raw materials, precise manufacturing, and relentless, technology-driven quality control. This ensures reliability, safety, and performance for our partners and their projects across the globe.
Have Questions or Need More Information?
Get in touch with us for personalized assistance and expert advice.