How are welded stainless steel pipes made?
Struggling to understand the pipe manufacturing process? This complexity can impact your supply chain decisions. Let's break down the five essential steps from raw coil to finished product.
Welded stainless steel pipes are made by forming a stainless steel strip or sheet into a cylindrical shape and then welding the longitudinal seam. The process involves selecting the right grade, preparing the material, forming, welding, and finishing to ensure quality and performance for various industrial applications.
As someone who has spent years navigating the global stainless steel market, I've seen firsthand how a deeper understanding of the manufacturing process empowers our partners. It's not just about buying a pipe; it's about knowing the quality, technology, and care that went into its creation. This knowledge is crucial for ensuring the integrity of your projects, whether you're building a skyscraper or a food processing plant. Today, I want to walk you through the essential steps we at MFY follow to produce high-quality welded stainless steel pipes[^1].
How Do You Select the Right Stainless Steel Grade for the Pipe?
Choosing the wrong grade for your project? This mistake can lead to premature corrosion and costly failures. We ensure you get the perfect material for your specific application.
Selecting the right stainless steel grade involves analyzing the application's environment, required strength, and corrosion resistance. Common grades like 304 for general use or 316 for marine environments are chosen based on specific project needs and budget, ensuring optimal performance and longevity.

Everything starts with the raw material. Making the correct choice here is the foundation for the pipe's entire lifecycle. I remember a client in Southeast Asia who initially opted for a lower-cost grade for a coastal construction project to save on budget. We advised against it, explaining the risks of saltwater corrosion. They eventually chose Grade 316, and years later, their structure stands strong while a nearby project using a lesser grade is already showing signs of rust. This is why our process at MFY begins with a deep consultation. We don't just sell steel; we provide solutions.
Matching Grade to Application
The environment is the biggest factor. Is the pipe for indoor plumbing, outdoor architectural use, or a harsh chemical processing plant? Each scenario demands a different level of corrosion resistance. For general-purpose applications, 304 is often the workhorse. But for anything involving chlorides, like coastal areas or de-icing salts, 316 with its added molybdenum is non-negotiable.
Balancing Cost and Performance
Of course, budget is always a consideration. Our role is to help clients find the sweet spot between performance and cost. Below is a simple breakdown of some common grades we work with.
| Класс | Key Feature | Common Application | Relative Cost |
|---|---|---|---|
| 304 | Versatile, good corrosion resistance | Kitchen equipment, architecture | Base |
| 316 | Excellent corrosion resistance (chlorides) | Marine, chemical, medical | Выше |
| 201 | Lower nickel, high strength | Indoor structural, decorative | Нижний |
| 430 | Magnetic, good for dry environments | Automotive trim, appliances | Нижний |
Understanding these nuances is critical. It prevents over-engineering, which saves money, and under-engineering, which prevents disaster.
What Happens During the Preparation of the Stainless Steel Strip?
Using poorly prepared material? This leads to production defects and significant waste. Our process ensures every strip is flawless before it enters the production line.
Preparation involves uncoiling the master stainless steel coil, slitting it to the precise width needed for the pipe's circumference, and cleaning it. The edges are often conditioned to ensure a clean, strong weld, which is a critical step for the final pipe's integrity.

Once the grade is selected, we move to preparation. Think of this as the "measure twice, cut once" stage, but on an industrial scale. The precision here directly impacts the quality of the final weld and the dimensional accuracy of the pipe. At MFY, we've invested heavily in automated slitting lines because we know that any deviation at this stage gets amplified down the line. A strip that is even a fraction of a millimeter too wide or too narrow can cause major issues during forming and welding. This commitment to front-end precision is a core part of our manufacturing philosophy.
The Role of Precision Slitting
A master coil of stainless steel can be over a meter wide. To make a 50mm diameter pipe, we need a strip of a very specific width (approximately the pipe's circumference). Our slitting machines use incredibly sharp rotary knives to cut the master coil into these narrower strips with tolerances measured in microns. This process has to be perfect. A wavy or burred edge from a dull slitter can introduce defects into the weld seam, compromising the entire pipe.
Edge Conditioning for a Perfect Weld
After slitting, the edges of the strip are prepared for welding. This might involve deburring to remove any small imperfections or even beveling the edges slightly. Why is this so important? Because when the two edges are brought together in the welding station, they need to meet perfectly. A clean, uniform edge allows the welding energy to be applied consistently, resulting in a homogenous and strong seam. This meticulous preparation is what sets a high-quality pipe apart from a standard one.
How is the Flat Stainless Steel Strip Formed into a Pipe?
Dealing with inconsistent pipe shapes? This causes major fitting and installation problems. Our advanced forming mills guarantee perfect dimensional accuracy for every single pipe.
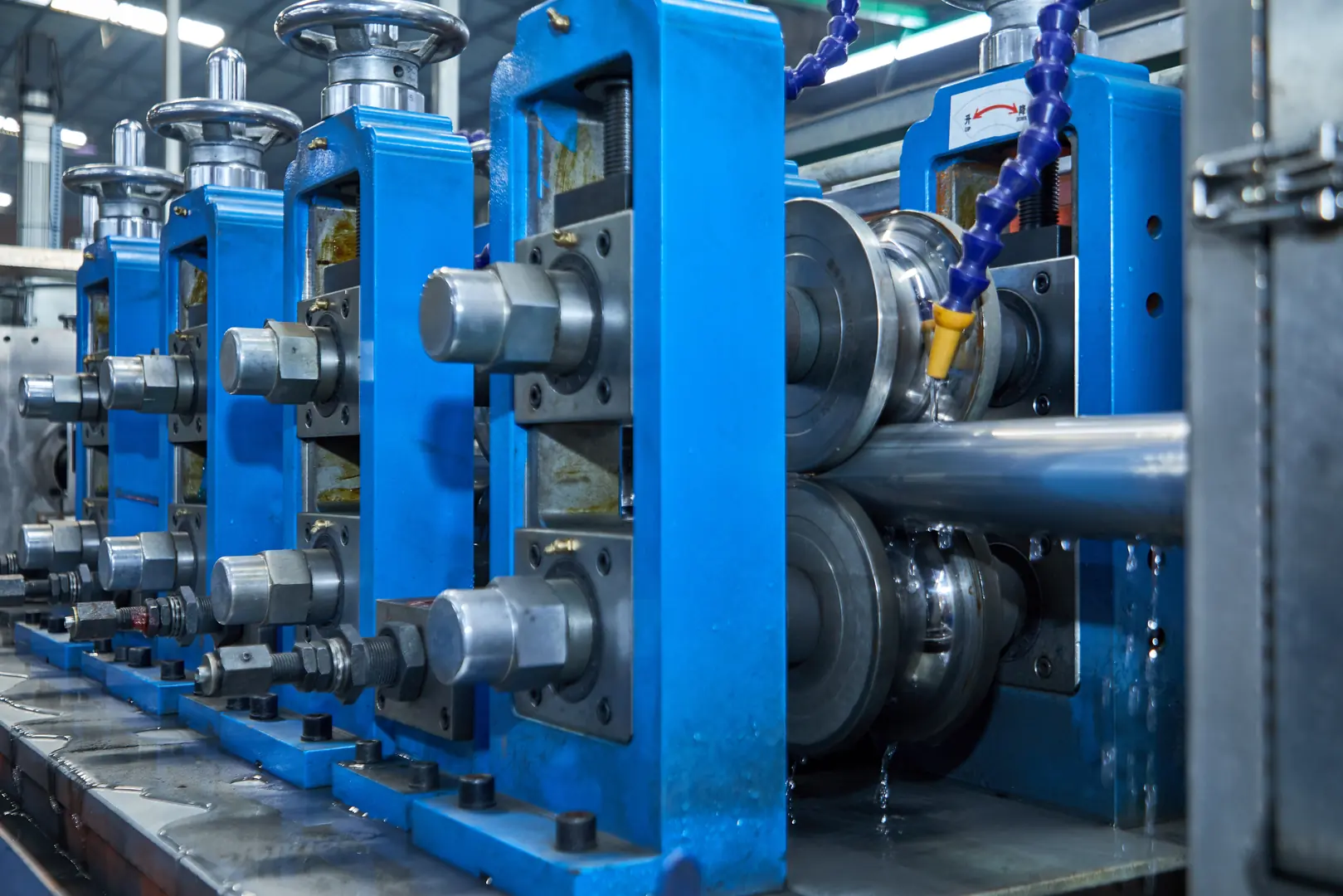
The flat stainless steel strip is passed through a series of precision-engineered rollers in a forming mill. These rollers gradually bend the strip into a cylindrical shape, bringing the two edges together to form an open seam, ready for the welding stage.
This is where the magic really starts to happen—where a flat piece of metal becomes a tube. The roll forming process is a beautiful example of industrial engineering. It’s a continuous process where the steel strip is guided through stands of rollers, with each stand pushing the metal closer to its final circular shape. The quality of this step determines the pipe's roundness, straightness, and overall dimensional stability. A poorly formed pipe will cause endless headaches during fabrication and installation.
The Mechanics of Roll Forming
Our pipe mills can have dozens of roller stands. The first few stands, known as the breakdown passes, do the heavy work of bending the flat strip into a U-shape. Subsequent stands, the fin passes, bring the shape closer to a circle and guide the two edges so they are perfectly aligned for welding. The final sizing stands ensure the pipe meets the exact outer diameter specification.
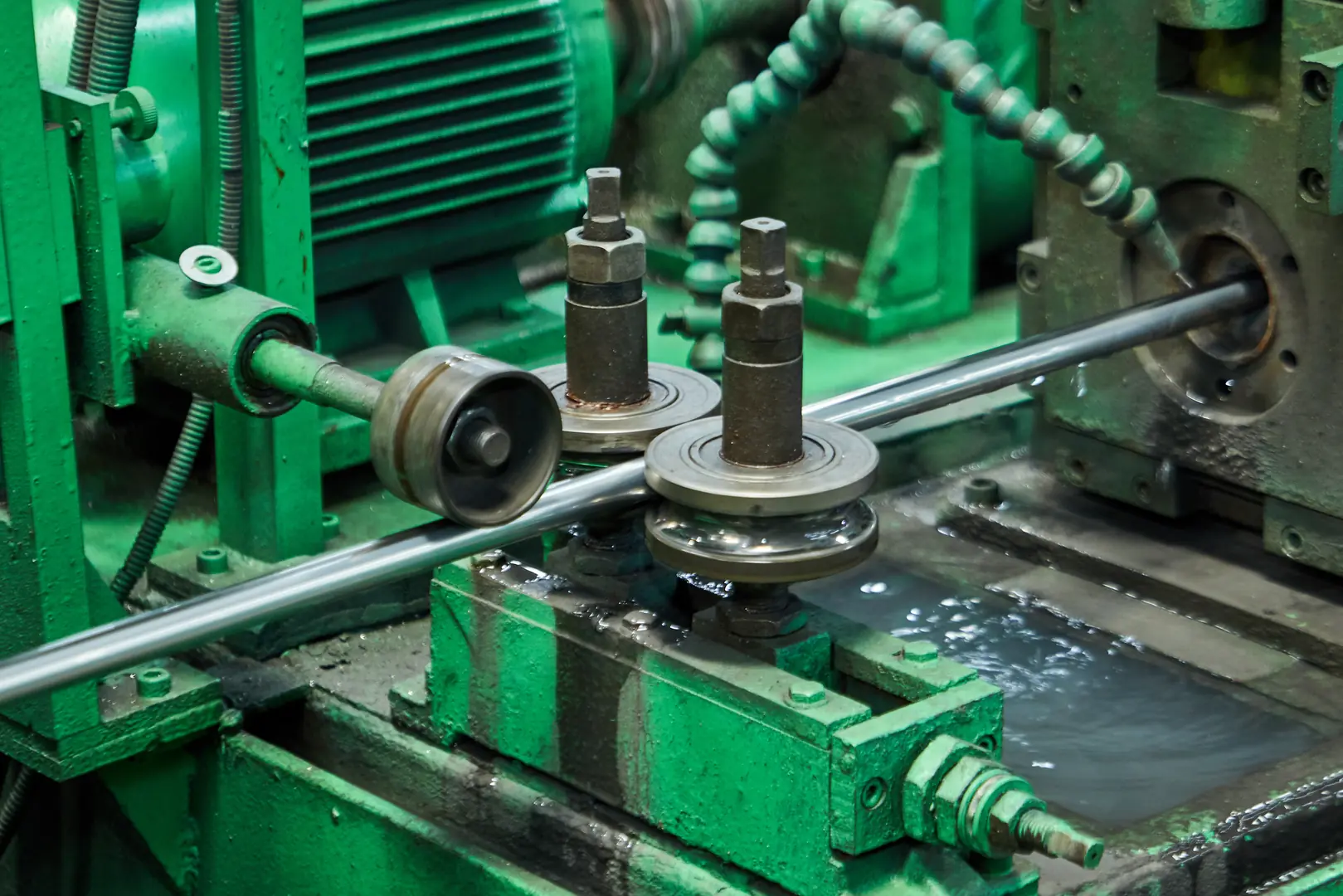
Ensuring Dimensional Accuracy
Modern technology has revolutionized this stage. Our mills are equipped with laser sensors and computer controls that monitor the pipe's profile in real-time. If any deviation is detected, the system automatically adjusts the roller pressure to correct it. This level of automation ensures a level of consistency that was impossible to achieve manually. It's a key reason why we can confidently supply pipes for high-spec projects where tolerances are tight and failure is not an option. This investment in automation directly addresses the industry's need for higher quality and reliability.
What Welding Technologies are Used to Seal the Pipe Seam?
Worried about weak welds? A faulty seam is a pipe's biggest vulnerability. We use advanced welding to create seams that are often stronger than the parent metal itself.
The seam is sealed using advanced welding methods like Tungsten Inert Gas (TIG), High-Frequency (HF), plasma, or laser welding. These technologies melt and fuse the edges together, creating a continuous, strong, and leak-proof seam along the length of the pipe.
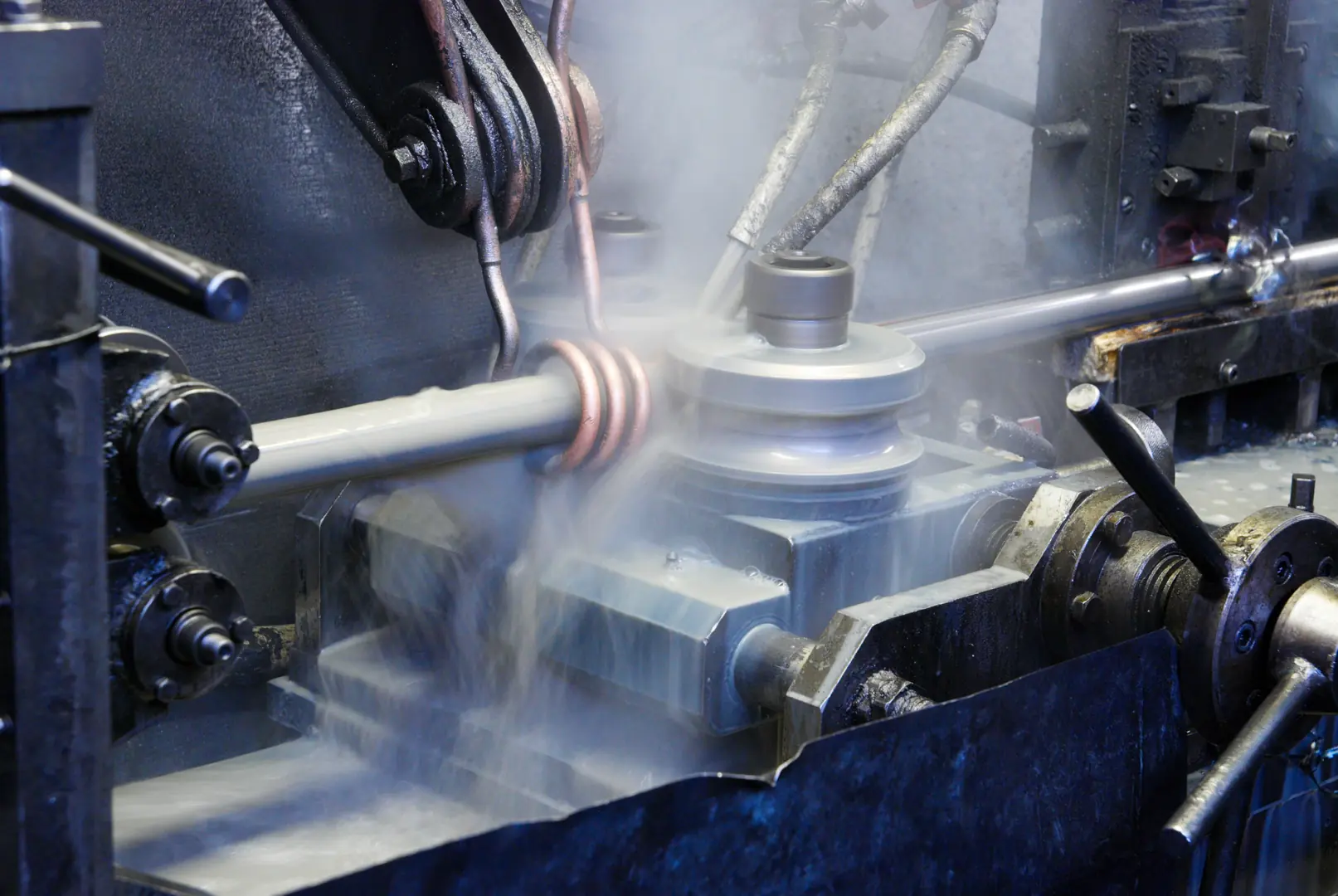
The welding station is the heart of the pipe mill. This is where the open-seam tube is permanently fused into a solid pipe. The choice of welding technology is critical and depends on the pipe's thickness, application, and required quality standards. In recent years, we've seen a massive shift towards more advanced technologies like plasma and laser welding. These methods offer incredible precision and speed, which not only improves weld quality but also enhances production efficiency and reduces energy consumption. This aligns with the growing global demand for more sustainable manufacturing practices. For industries like oil and gas or semiconductors, where weld integrity is paramount, these advanced technologies are no longer a luxury—they are a requirement.
A Comparison of Modern Welding Techniques
Different welding methods offer different advantages. Understanding them helps our clients specify the right product for their needs.
| Welding Method | Speed | Weld Quality | Стоимость | Best For |
|---|---|---|---|---|
| Сварка TIG | Slow | Превосходно | Высокий | High-purity, aesthetic pipes |
| HF Welding | Very Fast | Хорошо | Низкий | Structural, general-purpose pipes |
| Plasma Welding | Fast | Превосходно | Средний | Thick-walled, industrial pipes |
| Laser Welding | Very Fast | Superior | Высокий | High-performance, precision pipes |
The Impact of Automation on Weld Quality
Automation is the key driver of quality in modern welding. Automated systems control the welding speed, power, and shielding gas flow with a precision humans can't match. This results in a perfectly consistent weld bead from one end of the pipe to the other. This level of control minimizes defects, strengthens the seam, and is fundamental to meeting the stringent regulatory standards that govern many industries today. Investing in this technology is how we stay competitive and ensure our products are ready for the world's most demanding applications.
What are the Final Steps in Finishing and Inspecting the Welded Pipe?
Receiving substandard pipes? This can derail your entire project. Our rigorous, multi-stage inspection ensures every pipe meets and exceeds international standards before it leaves our facility.
Finishing includes sizing the pipe to exact dimensions, straightening it, and cutting it to length. Quality inspection involves visual checks, non-destructive testing like eddy current, and hydrostatic pressure tests to ensure the weld is flawless and the pipe meets all specifications.

A pipe isn't finished just because it's been welded. The final steps of finishing and quality assurance are arguably the most important. This is where we perfect the product and verify that it meets every single customer requirement and industry standard. We had a case with a food processing client where our final eddy current test detected a microscopic pinhole in a weld that was invisible to the naked eye. Catching that flaw prevented a potential contamination issue that would have been catastrophic for their business. This is why our quality control isn't just a department; it's a culture embedded in every step of our process.
Post-Weld Treatments
Immediately after welding, the pipe often passes through a process to remove the exterior and sometimes interior weld bead, leaving a smooth, clean surface. For certain applications, the pipe may be annealed[^2] (heat-treated) to relieve stresses created during forming and welding, which improves its ductility and corrosion resistance. Finally, it passes through straightening and sizing rollers one last time to guarantee it is perfectly straight and meets the final dimensional specifications.
Rigorous Quality Assurance Protocols
Every single pipe we produce undergoes a battery of tests. This always includes:
- Visual Inspection: Checking for any surface imperfections.
- Dimensional Checks: Using calipers and gauges to verify diameter, wall thickness, and length.
- Eddy Current Testing (ECT): An online, non-destructive test that runs continuously over the weld seam to detect any tiny cracks, pinholes, or imperfections.
- Hydrostatic Testing: Capping the pipe ends and filling it with water under high pressure to test for leaks and confirm its strength.
Only after a pipe passes all these tests does it earn the MFY stamp of approval.
Заключение
From selecting the right grade to final inspection, making welded stainless steel pipe is a precise, technology-driven process. Investing in advanced welding and automation is no longer optional; it's essential for delivering the quality, efficiency, and sustainability that modern global industries demand.
У вас есть вопросы или нужна дополнительная информация?
Свяжитесь с нами, чтобы получить индивидуальную помощь и квалифицированный совет.






