Welded SS Pipe Manufacturing: Process, Standards & Online Detection
Confused by the complexities of modern pipe manufacturing? This uncertainty can create supply chain risks. Let's break down the entire process, from raw steel to final, certified pipe.
Modern welded stainless steel pipe manufacturing is a multi-stage process. It begins with precision-slit steel coils, which are formed into tubes, welded using advanced methods, and then subjected to continuous online quality detection, finishing treatments, and rigorous final testing to meet international standards.
For many of our partners, from construction contractors to equipment integrators, the pipe they receive is a critical component. Its failure is not an option. That's why understanding the journey of that pipe—from a simple steel strip to a high-performance product—is so important. It builds trust and clarifies why certain processes and quality checks are non-negotiable. At MFY, we believe in transparency, so I want to walk you through the key stages of how we ensure every pipe we produce is ready for the demands of the real world.
What is the initial step in the welded SS pipe manufacturing process?
The first step seems simple, but it is crucial. Getting this initial stage wrong can compromise the integrity of the entire pipe, leading to costly failures down the line.
The initial step is uncoiling a stainless steel coil and slitting it into specific widths. This strip is then fed into a forming machine that progressively shapes it into a hollow, open-seam tube, ready for welding.

Everything starts with the quality of the raw material. We can't make a superior pipe from inferior steel. This is why the first conversation we have is always about the application, which dictates the right grade of stainless steel. Once the master coil is selected, the manufacturing process truly begins.
The Foundation: Material and Forming
The master coil, which can weigh several tons, is first uncoiled and fed into a slitting machine. This machine cuts the wide coil into narrower strips with extreme precision. The width of this strip is critical, as it directly determines the final circumference and diameter of the pipe. Even a slight deviation here can lead to problems with dimensional accuracy later on. After slitting, the strip is fed through a series of rollers in the forming mill. Each set of rollers gently bends and shapes the flat strip, gradually coaxing it into a circular profile. This is a delicate process; too much stress can weaken the material, while too little can result in an imperfect shape. The result is a perfectly formed, open-seam tube, precisely engineered and ready for the most critical step: welding. This initial precision is a core part of the streamlined process that differentiates a reliable manufacturer.
How are the welding standards applied in SS pipe production?
Welding seems straightforward to many. But an improper weld is the weakest point in a pipe, a hidden vulnerability that can lead to catastrophic failures under pressure or in corrosive environments.
Welding standards (e.g., ASTM A312, EN 10217-7) are applied by controlling the welding method (TIG, HFW), speed, temperature, and shielding gas. This ensures the weld seam is strong, consistent, and corrosion-resistant, meeting specific application requirements.

The weld seam is where the two edges of the steel strip are fused together, turning the open tube into a sealed pipe. How this is done is governed by strict international standards that leave no room for error. I remember a client in the petrochemical industry who faced recurring leaks with pipes from a previous supplier. The issue was traced back to inconsistent weld penetration. It’s a powerful reminder that adherence to standards isn't just about compliance; it's about performance and safety.
Fusing Metal with Precision
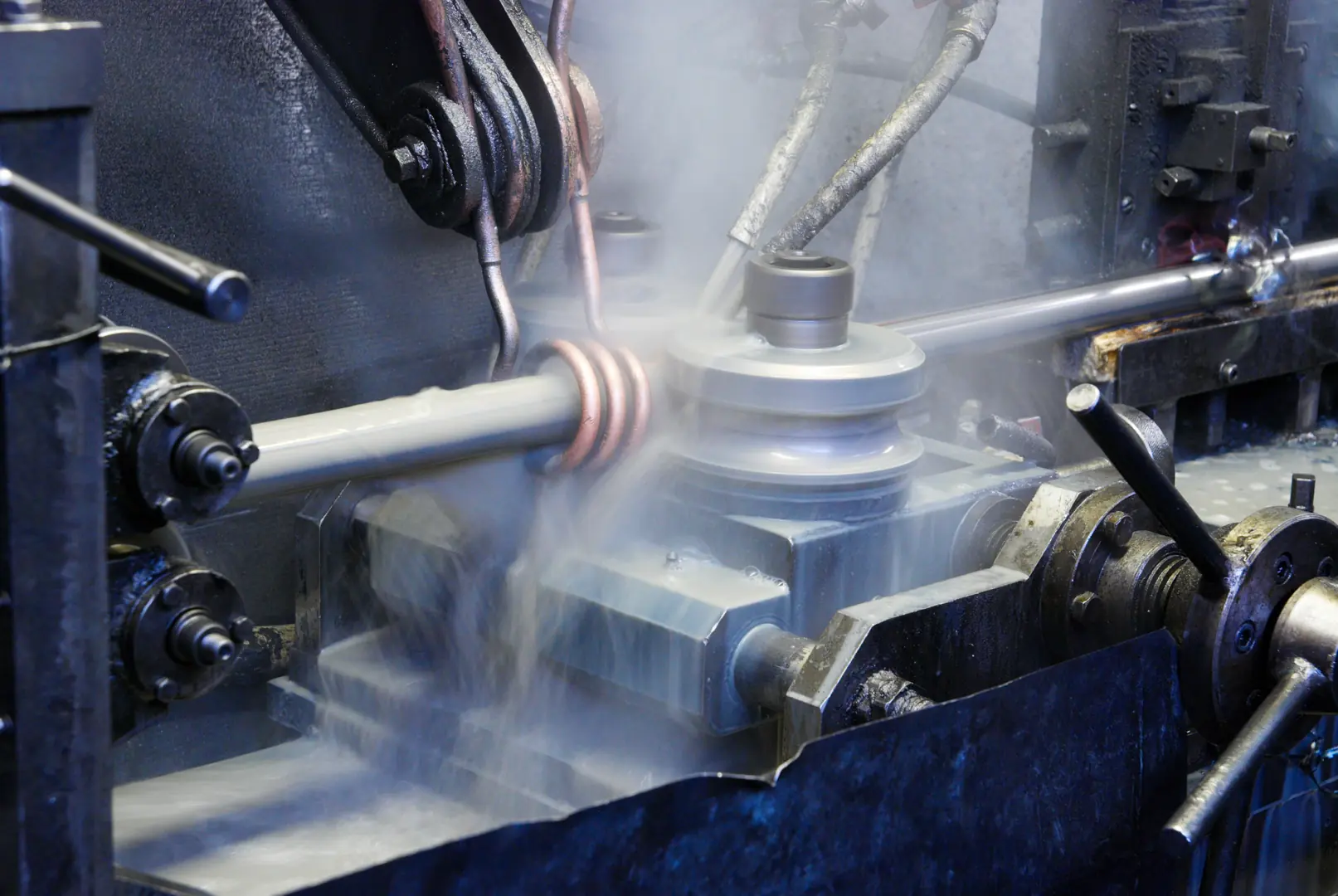
At MFY, we primarily use Сварка вольфрамовым электродом в среде инертного газа (TIG)[^1], also known as Gas Tungsten Arc Welding (GTAW), for most of our stainless steel pipes. This method is renowned for producing a very clean, high-quality weld with excellent corrosion resistance.
| Welding Method | Key Advantage | Common Application |
|---|---|---|
| Сварка TIG | High purity, excellent control | Food & beverage, pharmaceutical, architectural |
| Laser Welding | High speed, narrow heat-affected zone | High-precision, thin-walled tubes |
| High-Frequency (HFW) | Very high speed, cost-effective | Structural, general-purpose applications |
To meet standards like ASTM A312, we control every variable. The welding torch travels at a precise speed, the amperage is set to achieve full penetration without overheating the surrounding metal, and an inert gas like argon shields the molten weld pool from atmospheric contamination. This prevents oxidation and ensures the weld seam has the same, or even better, properties as the parent metal. This meticulous approach is fundamental to delivering the reliability our clients depend on.
What role does quality control play during the manufacturing of welded SS pipes?
Many assume quality is something checked at the end. But defects can be locked in early in the process, leading to immense waste of material, time, and energy.
Quality control is not a final step but a continuous process integrated throughout manufacturing. It involves monitoring raw materials, forming accuracy, welding integrity, and dimensional tolerances to prevent defects, ensure consistency, and meet customer specifications from start to finish.

The traditional model of manufacturing something and then inspecting it is outdated and inefficient. In today's competitive global market, quality has to be built into every step of the process. This shift from a reactive to a proactive quality assurance (QA) model is a cornerstone of modern industrial manufacturing and a key part of our philosophy at MFY. It's about preventing problems, not just finding them.
Building Quality In, Not Inspecting It On
Our approach to quality control is holistic. It starts before manufacturing even begins, with the rigorous inspection of incoming raw material coils. During production, sensors and operators monitor the forming process to ensure the tube has a consistent shape. The welding parameters are logged and tracked in real-time. But the real game-changer is the integration of online detection systems immediately after welding. This represents the strategic shift towards digitalization that is pivotal in meeting the sophisticated demands of our clients. By catching any potential issue the moment it occurs, we minimize waste and ensure that the entire length of the pipe meets our high standards. This integrated QA system is a critical differentiator, as it guarantees a level of product integrity and reliability that simply isn't possible with final inspection alone.
How is online detection implemented in the welded SS pipe manufacturing process?
How can you inspect every millimeter of a pipe as it's being made at high speed? Waiting until a full coil is produced is too late; a hidden defect could compromise the entire batch.
Online detection is implemented using automated systems like eddy current testing (ECT) and ultrasonic testing (UT) directly on the production line. These sensors continuously scan the pipe, especially the weld seam, to detect microscopic flaws or inconsistencies in real-time.
This is where modern manufacturing truly embraces Industry 4.0. Online detection is our non-stop, automated quality expert, working tirelessly on the production line. It provides the traceability and defect minimization that our partners in high-stakes industries, like construction and equipment integration, absolutely require. For us, it’s not just a technology; it's a commitment to perfection. This capability allows us to achieve superior quality control and strengthens our competitive position in demanding international markets.
Real-Time, Non-Destructive Assurance
Immediately after the pipe is welded and cooled, it passes through a series of non-destructive testing (NDT) units. These are the "eyes" that see what the human eye cannot.
| Detection Method | Principle | What It Finds |
|---|---|---|
| Eddy Current (ECT) | Electromagnetic induction | Pinholes, cracks, weld imperfections, surface flaws |
| Ultrasonic (UT) | High-frequency sound waves | Internal voids, lamination, wall thickness variations |
The eddy current tester encircles the pipe, creating a magnetic field. Any flaw, no matter how small, disrupts this field, which is instantly detected by the system's sensors. An alarm is triggered, and the specific section of the pipe is automatically marked for rejection. This happens in milliseconds, without ever slowing down the production line. This real-time feedback loop allows our operators to not only quarantine defective products but also make immediate adjustments to the welding process if a pattern emerges. It’s a perfect example of using data-driven, automated technology to enhance product integrity and operational efficiency.
What are the final steps to ensure the quality of welded SS pipes before distribution?
The pipe is formed and welded, so it's ready, right? Not quite. Post-welding stresses, minor surface imperfections, and dimensional variations can still compromise performance.
Final steps include annealing (heat treatment) to relieve stress and improve corrosion resistance, sizing and straightening for precise dimensions, surface finishing (pickling and passivation), and final mechanical and chemical tests before marking, packing, and shipping.

The final stages are all about refining the pipe and verifying its properties to ensure it meets not just our standards, but the exact specifications of our client's project. This is the last checkpoint, where we confirm that all the previous steps have resulted in a product that is ready for its intended application, whether that's carrying corrosive fluids, supporting a structure, or being part of a complex piece of machinery.
Finishing, Verifying, and Preparing
After the initial welding and inspection, the continuous pipe is often heat-treated in an annealing furnace. This controlled heating and cooling process relieves stresses induced during forming and welding, refines the grain structure of the metal, and significantly enhances its corrosion resistance. Next, the pipe passes through sizing and straightening rollers to guarantee it meets precise dimensional tolerances for diameter, wall thickness, and straightness. The surface is then typically treated through pickling and passivation to remove any scale from the heat treatment and restore the chromium oxide passive layer that gives stainless steel its signature corrosion resistance. Finally, samples are taken for offline laboratory testing, including tensile tests, hardness tests, and hydrostatic pressure tests, to provide final, documented verification of the pipe's mechanical properties. Only after passing every single one of these checks is the pipe marked, bundled, and prepared for shipment.
Заключение
Modern pipe manufacturing is not a simple assembly line. It is a deeply integrated system of precision forming, controlled welding, advanced online detection, and meticulous finishing. This comprehensive approach is the only way to guarantee the reliability and performance demanded in today's global industrial markets.
У вас есть вопросы или нужна дополнительная информация?
Свяжитесь с нами, чтобы получить индивидуальную помощь и квалифицированный совет.