
Stainless Steel Coiled Tubing Manufacturing Process: A Detailed Guide
Struggling with frequent joint failures in your tubing systems? These weak points cause costly leaks and downtime. Our advanced manufacturing process creates long, seamless coiled tubing for superior reliability.
Stainless steel coiled tubing is manufactured through a multi-stage process. It starts with high-quality raw material preparation, followed by precision tube forming and welding, orbital coiling, critical heat treatment, rigorous quality testing, and finally, secure packaging for global shipment.
As the Global Business Director at MFY, I've seen firsthand how the integrity of a final product is forged long before it reaches the client. The journey of transforming a simple steel strip into thousands of feet of high-performance coiled tubing is a testament to precision engineering and an unwavering commitment to quality. It's a process that directly impacts the safety and efficiency of critical industries, from oil and gas to petrochemicals. Let's walk through each stage of this fascinating process, and I'll explain why every step is crucial for delivering the performance you depend on.
How Are Raw Materials Prepared for Stainless Steel Coiled Tubing?
Using inferior materials guarantees product failure down the line. Impurities can compromise the tubing's strength and corrosion resistance. We solve this by starting with meticulously selected and tested stainless steel strips.
Raw material preparation involves selecting specific stainless steel grades (like 304L or 316L) in strip form. These strips undergo rigorous chemical and physical analysis to verify their composition and integrity before they are approved for production, ensuring the final product's quality.

Everything begins with the raw material. This isn't just a step; it's the foundation of the entire manufacturing promise. At MFY, we view material selection as the first and most critical quality control gate. The choice of material is the first layer of customization we offer our clients. For an engineering contractor working on a coastal desalination plant, the high molybdenum content in 316L stainless steel is non-negotiable for fighting chloride corrosion. For a less demanding HVAC application, 304L might provide the perfect balance of performance and cost-effectiveness. I often tell my team, the final product is only as good as its starting point. I remember we once evaluated a potential new supplier whose material looked fine on the surface, but our in-house spectrometer found critical elemental inconsistencies. We rejected the entire batch. That discipline is what separates a reliable supplier from the rest.
Material Selection and Verification
The process starts with sourcing large coils of stainless steel strip, or "slit coil," from our most trusted mill partners. The grade is chosen based on the client's specific application needs.
| Класс | Key Characteristics | Общие приложения |
|---|---|---|
| 304/304L | Good corrosion resistance, versatile | General purpose, HVAC, food & beverage |
| 316/316L | Excellent corrosion resistance | Marine, chemical processing, medical |
| Duplex | High strength, stress corrosion cracking resistance | Oil & gas, subsea control lines, chemical tankers |
Quality Inspection
Before any strip enters our production line, it undergoes a battery of tests. We use optical emission spectrometry[^1] to confirm the precise chemical composition, ensuring it meets ASTM or other international standards. We also conduct tensile tests to verify mechanical properties like strength and elongation. Only strips that pass every single test are cleared for production.
What Is the Initial Forming Process of Stainless Steel Tubing?
Weak or inconsistent weld seams create potential leak points. A single, almost invisible flaw in the weld can lead to catastrophic system failure. Our precision forming and welding create a uniformly strong tube.
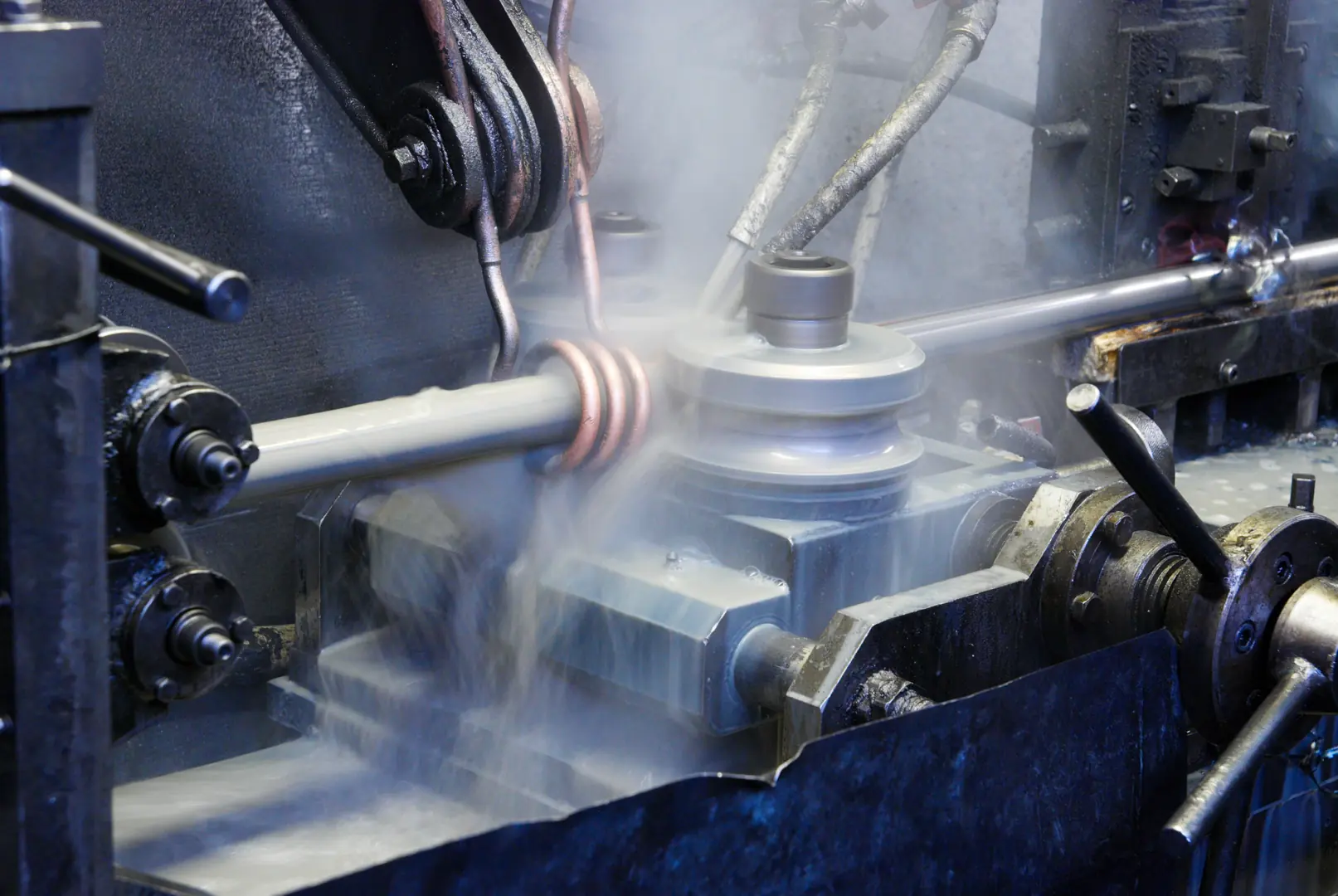
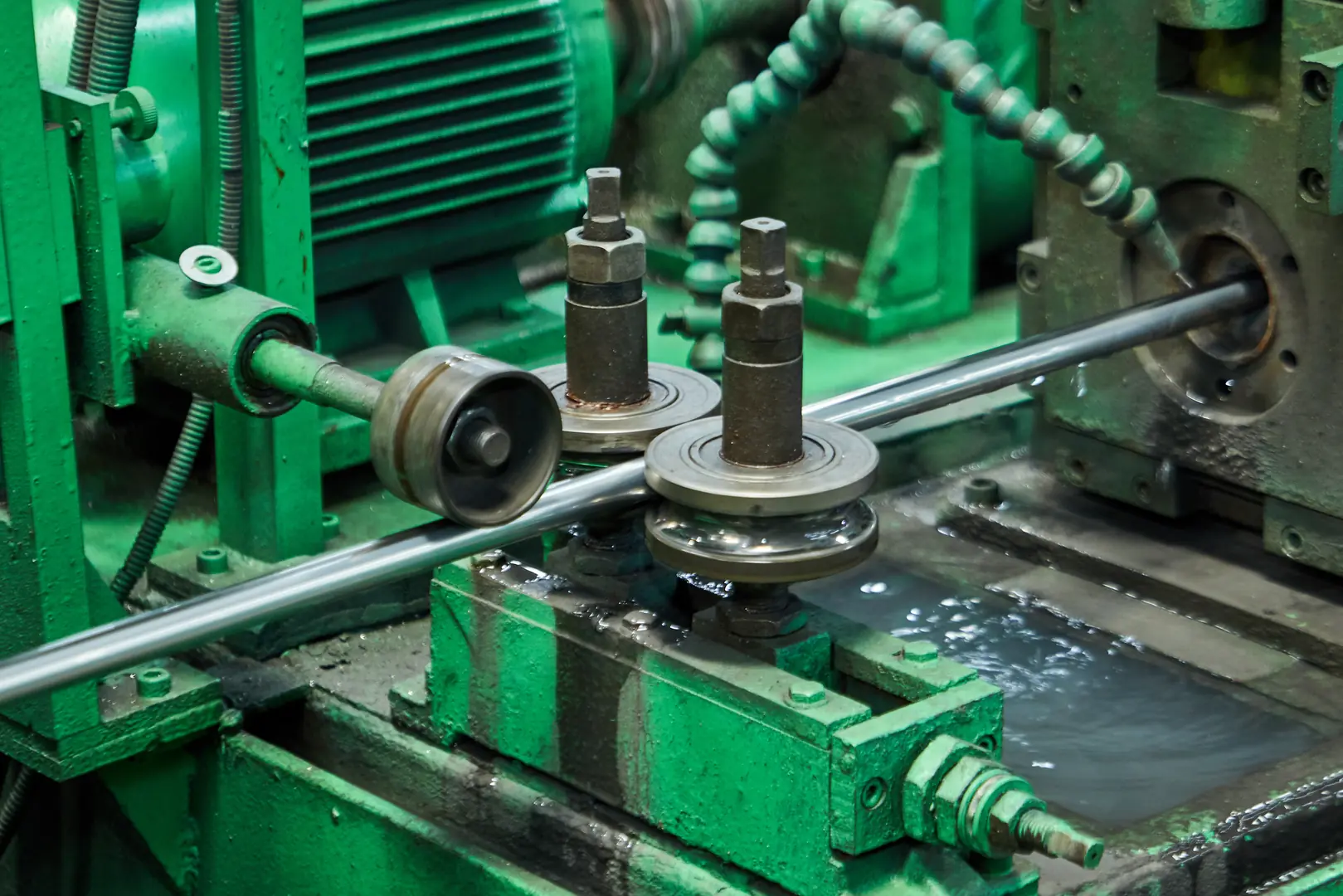
The initial forming process uses a tube mill. Stainless steel strips are progressively cold-rolled into a circular shape. The edges are then precisely joined using advanced welding techniques like TIG or laser welding to create a continuous, strong, and uniform tube.

This is where the magic of transformation truly begins. The flat strip of steel becomes a tube. This stage is a blend of mechanical force and metallurgical science, and it's where our investment in advanced, automated technology really pays off. I remember visiting a client's petrochemical plant in the Middle East where they were experiencing recurring issues. They showed me a competitor's coiled tube that had failed right at the weld seam. This is precisely why at MFY, we invest so heavily in automated welding systems with real-time monitoring. It isn't just about manufacturing speed; it's about guaranteeing absolute integrity over every millimeter of the thousands of feet in a single coil. This precision allows us to deliver the tailored, high-performance solutions our clients in the most demanding sectors require.
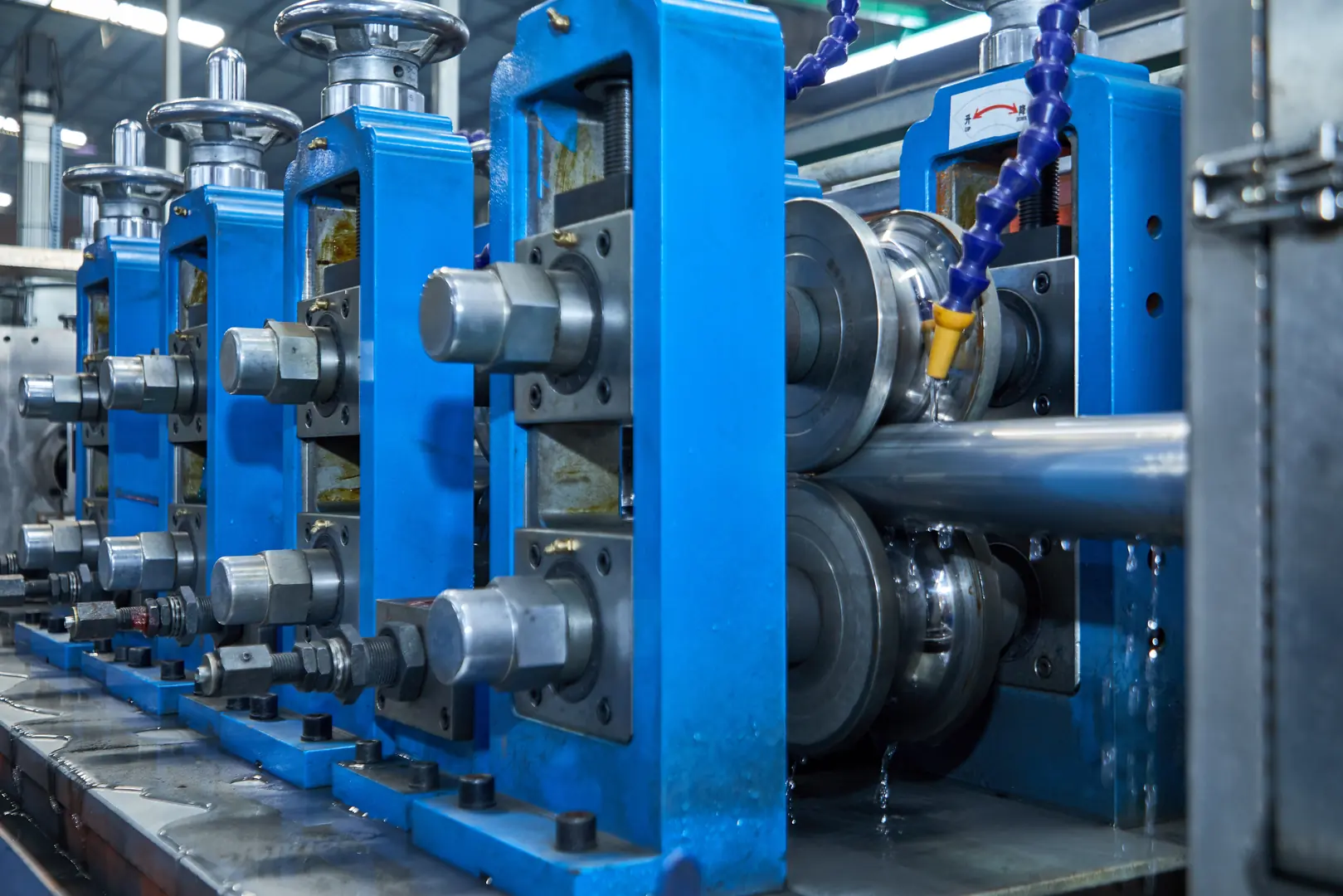
Cold-Rolling and Shaping
The stainless steel strip is fed into a long series of rollers, each one carefully calibrated to gradually bend the strip into a circular profile. This cold-working process increases the material's hardness and strength. The key here is consistency. Our automated mills ensure that the tube's diameter and shape are perfectly uniform as it moves toward the welding station.
Advanced Welding Techniques
Once the edges of the strip are brought together, they are welded to form a seamless tube. We primarily use two methods:
- Tungsten Inert Gas (TIG) Welding: This is a highly reliable and clean process that produces a very strong, high-quality weld, ideal for most applications.
- Laser Welding: For applications requiring an even narrower heat-affected zone and faster production speeds, laser welding provides exceptional precision and a flawless finish.
Immediately after welding, the external and sometimes internal weld bead is "scarfed" or rolled down to create a perfectly smooth surface.
What Do Coiling and Heat Treatment Procedures Involve?
Using short, straight tubing is impractical for long-distance fluid transfer. Welding these short sections together is time-consuming, expensive, and introduces multiple potential failure points. We solve this by coiling the tube and then heat-treating it.
After forming, the straight tube is wound onto a large spool in a process called orbital coiling. The entire coil then undergoes annealing (heat treatment) in a controlled-atmosphere furnace to relieve stress, enhance ductility, and restore corrosion resistance properties.
If forming gives the product its shape, this stage gives it its final character and strength. The cold-rolling and welding processes introduce stress into the steel's molecular structure. Without proper treatment, the tube would be brittle and more susceptible to corrosion. The annealing process is like a factory reset for the metal's properties, making it tough, flexible, and ready for demanding environments. I've seen clients in the oil and gas sector specify extremely precise post-annealing grain structures for their downhole control lines. This is because they know that in a well thousands of feet deep, material performance isn't a feature—it's a matter of operational survival. Our ability to precisely control the heat treatment cycle is fundamental to providing that level of durability and performance.
The Orbital Coiling Process
As the welded tube comes off the mill, it is carefully wound onto a large steel or wooden spool. This must be done without kinking or deforming the tube. The result is a single, continuous length of tubing that can be thousands of feet long, eliminating the need for intermediate joints and fittings.
The Science of Annealing
The entire spool is placed inside a massive, sealed furnace. The furnace is purged of oxygen and filled with an inert gas like hydrogen or argon. This controlled atmosphere is critical to prevent oxidation, which would discolor the steel and compromise its surface. The coil is then heated to a specific temperature (typically above 1900°F or 1040°C) and held there long enough for the steel's crystal structure to realign. This process, called recrystallization, removes the stress from cold-working and restores the material's ductility and optimal corrosion resistance. Finally, it's carefully cooled to lock in these desirable properties.
How Is the Quality and Integrity of Coiled Tubing Tested?
Hidden defects from the manufacturing process can cause unexpected and catastrophic failures. A single undetected flaw can jeopardize an entire project, causing financial loss and safety risks. We use multiple, rigorous testing methods to guarantee 100% integrity.
Quality testing is exhaustive. It includes non-destructive tests like eddy current and ultrasonic testing to find flaws, hydrostatic pressure tests to ensure leak-proof performance, and dimensional checks to verify outer diameter, wall thickness, and ovality against specifications.
For our team at MFY, and for me personally, quality control isn't the last step; it's a continuous philosophy embedded in every stage. However, the final testing phase is our ultimate checkpoint. This is where we prove, with hard data, that the product meets or exceeds every client specification. This comprehensive testing is what allows us to confidently provide a robust material that reduces our clients' long-term maintenance costs and extends the life of their critical infrastructure. I insist that our Quality Control reports are as important as the product itself. They are our documented promise of reliability to our clients, whether they are large-scale engineering contractors or regional distributors. It's our bond of trust, verified by science.
Non-Destructive Examination (NDE)
This is a series of tests performed along the entire length of the tube to detect any imperfections without damaging the product.
| Test Method | Назначение | How It Works |
|---|---|---|
| Eddy Current | Detects surface and near-surface flaws, especially at the weld. | An electromagnetic coil induces currents in the tube; flaws disrupt the current. |
| Ultrasonic | Finds internal defects and verifies wall thickness. | High-frequency sound waves are sent through the material; echoes reveal flaws. |
Mechanical and Pressure Testing
After NDE, the coil undergoes further testing:
- Hydrostatic Testing: The tube is filled with water and pressurized to a level far exceeding its expected operational pressure. This is a pass/fail test to confirm it is 100% leak-proof.
- Dimensional Checks: We use laser micrometers and other tools to verify the outer diameter (OD), wall thickness, and ovality are all within the tight tolerances required.
How Is Stainless Steel Coiled Tubing Packaged and Shipped?
Even a perfect product can be rendered useless if it's damaged during transit. A dented or contaminated coil means project delays and unexpected replacement costs for our clients. Our robust packaging ensures your tubing arrives in perfect, ready-to-use condition.
The finished coil is cleaned, dried, and securely wound onto durable wooden or steel spools. The entire spool is then wrapped in protective material and often placed in a custom-built crate to prevent damage from moisture and impact during global shipping.

The final step of our process is ensuring the product arrives safely, no matter where in the world it's going. This is a critical part of our supply chain excellence. I remember a shipment we sent to an HVAC contractor for a large project in South America. The destination port was known for harsh handling and humid conditions. Because we used vacuum-sealed VCI (Vapor Corrosion Inhibitor) wrapping and reinforced wooden crating, the coils arrived in pristine condition after a long sea journey. The client later told me that our packaging was as impressive as the product itself. That's the MFY standard—excellence from the raw material to the final delivery.
Spooling and Protection
After passing all quality tests, the tubing is cleaned to remove any residual lubricants or debris. It's then purged with dry air to eliminate all moisture. The tubing is then level-wound onto the final shipping spool, which can be made of treated wood or steel, depending on the weight and client requirements. The entire spool is then wrapped with protective plastic and/or VCI paper to guard against moisture and dirt.
Logistics and Documentation
For export, the spools are securely blocked and braced inside a shipping container or a custom-built wooden crate to prevent any movement during transit. We take great care to ensure all shipping documentation, including the Mill Test Certificate (MTC) and QC reports, is accurate and complete. This guarantees a smooth customs clearance process for our clients, supporting our promise of rapid and reliable global delivery.
Заключение
The meticulous manufacturing process, from material selection to final testing, is what makes stainless steel coiled tubing a superior, reliable, and customizable solution for critical modern industries. Investing in quality production isn't an expense; it's an investment in long-term performance and peace of mind.
У вас есть вопросы или нужна дополнительная информация?
Свяжитесь с нами, чтобы получить индивидуальную помощь и квалифицированный совет.






