Precision Seamless 316L Tubing: Bending for Medical Devices (Tolerance & Cleaning)
Struggling with tubing that fails to meet medical-grade precision? This inconsistency can lead to device failure and regulatory risk, jeopardizing your projects and reputation in a demanding industry.
Precision seamless 316L tubing is bent for medical devices by using advanced CNC bending machines and specialized tooling. This process ensures extremely tight tolerances, dimensional accuracy, and a pristine surface finish, all of which are critical for patient safety and device performance.
The medical device industry operates on a foundation of trust and precision. There is simply no room for error. When we talk about components like 316L stainless steel tubing, we're not just discussing metal; we're discussing parts that are fundamental to life-saving and life-enhancing technologies. The shift towards more sophisticated and minimally invasive devices has placed an immense focus on the quality of these components. As the Global Business Director at MFY, I've seen firsthand how the right material and manufacturing process can make or break a product's success. Let's explore the critical aspects of bending this remarkable material for medical applications.
What is the Role of 316L Tubing in Medical Device Manufacturing?
Choosing the wrong material can lead to corrosion or biocompatibility[^1] issues. These problems create significant safety risks for patients and can result in costly product recalls for manufacturers.
316L stainless steel tubing is essential in medical devices due to its excellent corrosion resistance, high strength, and superior biocompatibility. It is widely used in surgical instruments, catheters, orthopedic implants, and diagnostic equipment where reliability and patient safety are paramount.

Let's dive deeper into why 316L has become the gold standard. The "L" in 316L stands for "low carbon," which is a critical distinction. This lower carbon content minimizes carbide precipitation during welding and other high-temperature processes, significantly enhancing its resistance to corrosion, especially in sterile, saline-rich environments common in medical applications. I remember a client in Germany developing a new type of endoscopic tool who was initially considering a different grade. We demonstrated how 316L's properties would provide a longer service life and better performance under repeated sterilization cycles. They made the switch and have since become a leader in their niche. This is a perfect example of how material science directly impacts clinical outcomes.
The Biocompatibility Factor
Biocompatibility is non-negotiable. It means the material will not cause a toxic or immunological response when exposed to the body. 316L's composition, particularly the inclusion of molybdenum, gives it a passive surface layer that is highly stable and non-reactive. This makes it ideal for both short-term contact devices and long-term implants.
Applications Across the Medical Spectrum
The versatility of 316L tubing is remarkable. Its use is widespread and critical for a variety of medical devices.
| Device Category | Specific Application | Key Requirement |
|---|---|---|
| Surgical Instruments | Endoscopes, cannulas, biopsy needles | Strength, rigidity, sterilizability |
| Catheters | Guidewire sheaths, delivery systems | Flexibility, smooth surface, tight tolerance |
| Implantable Devices | Stents, orthopedic pins, pacemakers | Biocompatibility, corrosion resistance |
| Diagnostic Equipment | Fluid lines, sensor housings | Cleanliness, chemical inertness |
As devices become smaller and more complex, the demand for high-quality seamless 316L tubing will only grow. At MFY, our integrated supply chain allows us to control quality from the raw material melt to the final precision tube, ensuring our partners receive a product that meets these exacting standards.
What are the Current Standards for Bending 316L Tubing?
Using outdated bending methods can introduce defects. This can compromise the structural integrity of the tube, leading to micro-cracks or contamination that are unacceptable in medical applications.
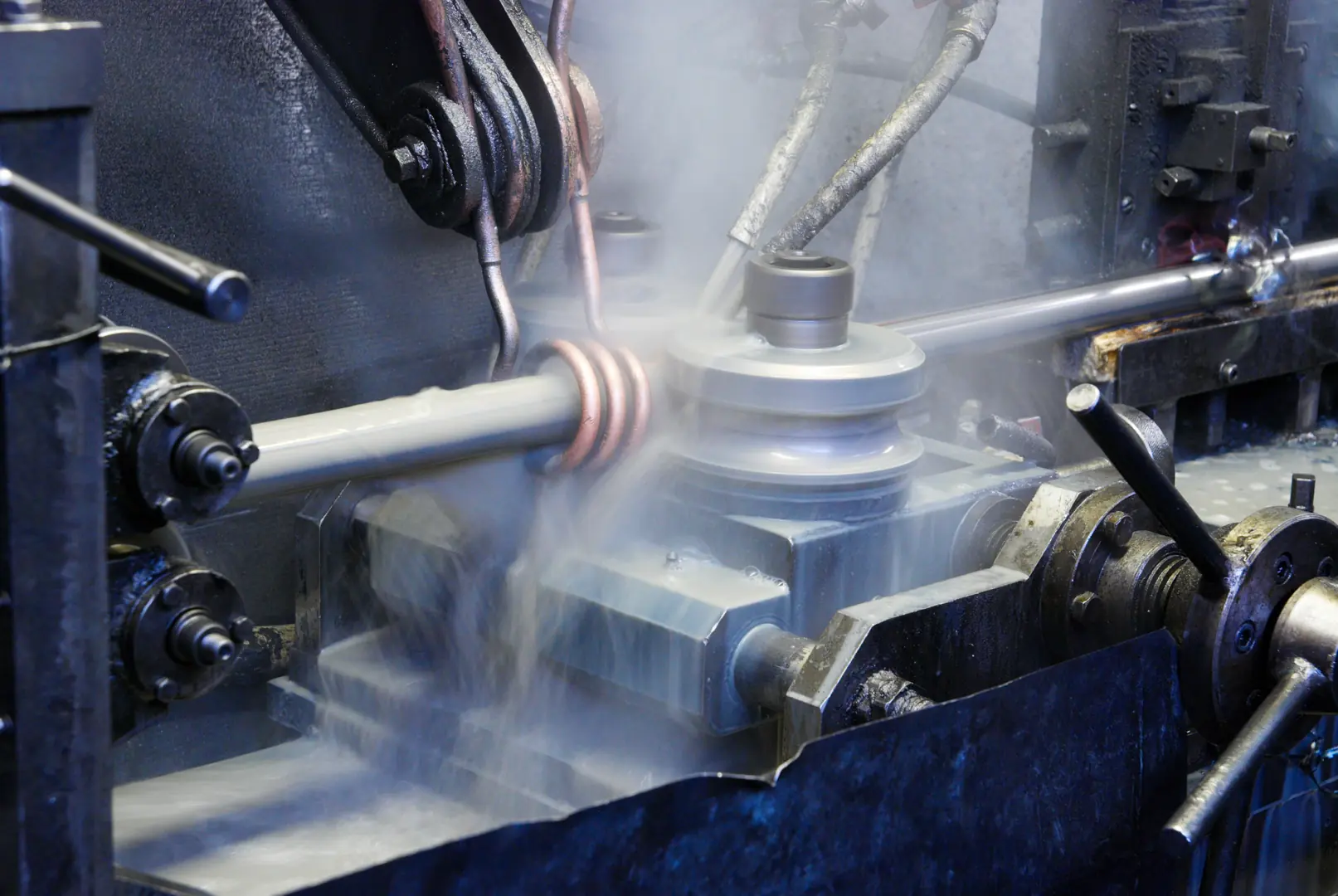
Current standards for bending 316L tubing involve CNC (Computer Numerical Control) mandrel bending. This method uses an internal support (mandrel) to prevent the tube from collapsing or wrinkling, ensuring a smooth, consistent bend with minimal wall thinning or ovality.
The days of simple manual bending are long gone in the high-stakes medical field. Today, it's all about automation and control. CNC bending technology is the cornerstone of modern precision manufacturing. It allows for the programming of complex, multi-bend geometries with incredible repeatability. This is crucial because a single medical device might have dozens of precise bends in a very short length of tubing. The key to this process is the synergy between the machine and the tooling. The mandrel, wiper die, and clamp die must all be perfectly calibrated for the specific outer diameter (OD), wall thickness, and bend radius of the 316L tube.
The Role of Advanced Tooling
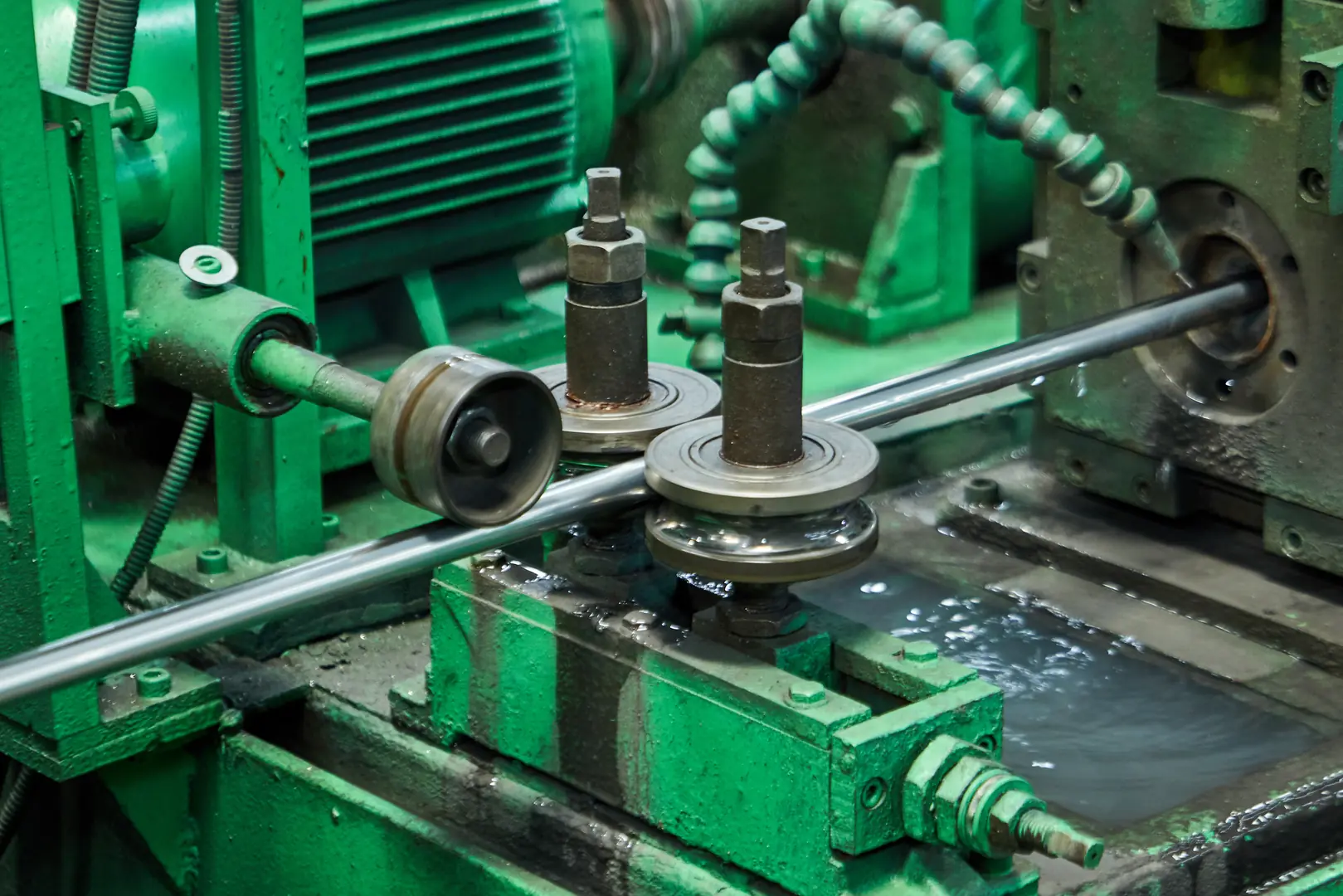
Specialized tooling is what separates an acceptable bend from a perfect one. For thin-walled 316L tubing, a close-pitch ball mandrel is often required. This type of mandrel has multiple linked balls that provide internal support throughout the entire bend, preventing any flattening. The material of the tooling itself is also important. We often use hardened tool steels or even coated tools to reduce friction and prevent galling, which is the scratching or marking of the stainless steel surface. This is not just an aesthetic concern; any surface imperfection can become a site for bacteria to colonize, making the device difficult to sterilize.
Process Simulation and Validation
Before a single piece of tubing is bent, we now use advanced simulation software. This allows us to predict how the material will behave during the bending process. We can identify potential issues like excessive wall thinning or springback[^2] and adjust the machine parameters accordingly.
| Bending Parameter | Importance in Medical Applications | Control Method |
|---|---|---|
| Bend Radius | Affects fluid flow and device flexibility. | CNC programming, correct die selection. |
| Wall Thinning | Impacts burst pressure and structural integrity. | Mandrel positioning, controlled feed rate. |
| Ovality | Affects how other components fit onto the tube. | Proper mandrel and wiper die setup. |
| Springback | Determines final bend angle accuracy. | Software compensation, over-bending. |
This level of pre-production analysis and process control ensures that from the first part to the thousandth, the quality is identical and meets the stringent specifications required by our medical device partners. It's a holistic approach that combines technology and expertise.
What are the Challenges in Maintaining Tolerance During Tubing Bending?
Even with the best machines, material variations can cause deviations. This leads to inconsistent results, high scrap rates, and production delays, ultimately increasing costs and threatening project timelines.
The main challenges are managing material springback, preventing wall thinning and ovality, and controlling surface finish. 316L's work-hardening properties mean it becomes stronger and less ductile as it is bent, making consistent results difficult to achieve without precise control.

This is where true expertise comes into play. Maintaining tolerance in the sub-millimeter world of medical tubing is a constant battle against physics. Every batch of stainless steel, even from the same supplier, can have slight variations in its chemical composition and mechanical properties. This directly affects springback—the tendency of the metal to partially return to its original shape after being bent. A 1-degree difference in springback can be the difference between a functional device and a piece of scrap. I've spent countless hours on production floors with engineers, fine-tuning programs to account for these subtle material differences.
The Work-Hardening Effect
316L stainless steel is an austenitic grade, meaning it work-hardens rapidly. As we bend the tube, the material in the bend zone becomes harder and stronger. This is a good thing for the final product's strength, but it makes the bending process itself very tricky. If you have multiple bends close together, the second bend is being performed on a material that is already harder than the original tube. This requires the bending machine to apply different forces and angles to achieve the same final geometry.
The Enemies of Precision: Ovality and Wall Thinning
When you bend a tube, the outer wall (the extrados) stretches and thins, while the inner wall (the intrados) compresses and thickens. If not properly controlled by the mandrel and wiper die, this can lead to two major problems:
- Ovality: The tube loses its round shape in the bend, becoming oval. This can prevent other components from fitting correctly or can disrupt uniform fluid flow.
- Wall Thinning: Excessive thinning on the outer wall creates a weak point that could fail under pressure. In a catheter, this could have catastrophic consequences.
Achieving a balance where the tube is bent to the correct angle without unacceptable levels of ovality or thinning is the core technical challenge. It requires a deep understanding of the material, the right equipment, and constant quality monitoring.
What are Effective Solutions for Achieving Precise Tolerance in Tubing?
Relying on trial and error is inefficient and costly. Without a systematic approach, achieving the required precision for medical devices becomes a gamble, not a reliable manufacturing process.
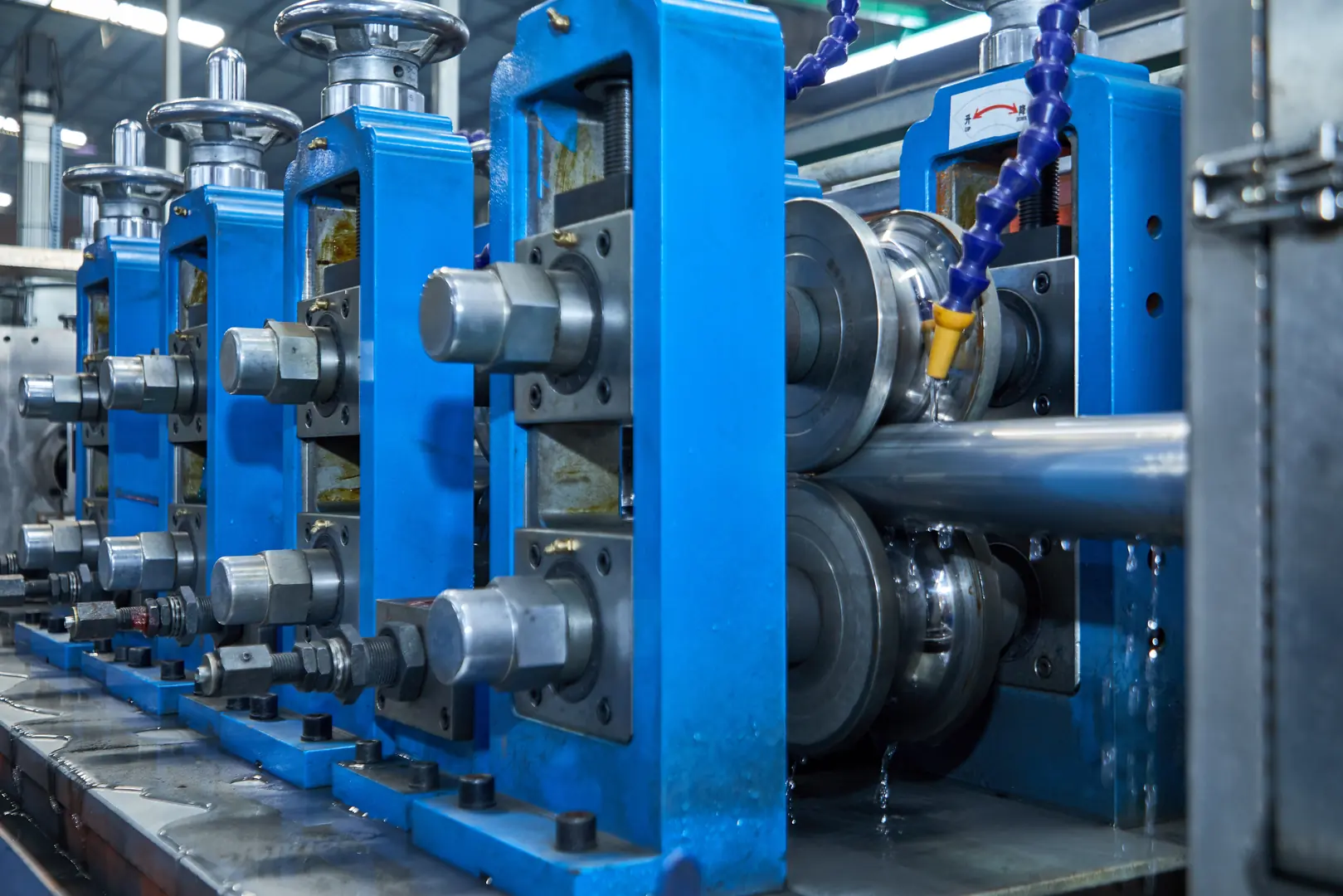
Effective solutions include using high-quality seamless tubing with consistent properties, employing advanced CNC benders with closed-loop feedback systems, utilizing custom-designed tooling, and implementing rigorous in-process quality control, including laser measurement systems.
Achieving precision is not about a single magic bullet; it's about a system of excellence. At MFY, we have built our processes around this philosophy. It starts with the raw material itself. We source only the highest-grade seamless 316L tubing, where the wall thickness and diameter are incredibly consistent from the start. You cannot create a precision part from an imprecise raw material. This is a fundamental truth in our industry. From there, we integrate technology and process control to build quality into every step.
Technology as the Enabler
Modern CNC benders are marvels of engineering. The best machines now incorporate closed-loop feedback systems. These systems use sensors to measure the bend angle in real-time and automatically correct for springback on the fly. This eliminates the variation between parts and even between different material batches. Furthermore, we integrate non-contact laser measurement systems directly into the production line. These systems can scan a bent tube in seconds and compare its 3D geometry against the original CAD model, providing immediate pass/fail feedback. This allows for 100% inspection without slowing down production.
The Human Element: Expertise and Process
Technology is only as good as the people operating it. Our engineers and technicians have decades of combined experience specifically with stainless steel. They understand the nuances of how 316L behaves under stress. This expertise is critical for designing the right tooling and developing the initial bending programs.
Here's a simplified look at our systematic approach:
| Stage | Action | Purpose |
|---|---|---|
| 1. Material Qualification | Test mechanical properties of each tubing batch. | Input accurate data into bending software. |
| 2. Simulation & Tooling | Simulate the bend, design and produce custom tooling. | Predict and prevent defects before production. |
| 3. Program Development | Create CNC program with springback compensation. | Ensure initial parts meet specification. |
| 4. In-Process Control | Use real-time feedback and laser scanning. | Maintain consistency and catch any deviations. |
| 5. Final Validation | Final dimensional and visual inspection. | Guarantee 100% compliance with client needs. |
This rigorous, multi-stage process is how we transform a simple straight tube into a complex, life-saving medical component with tolerances measured in microns.
What are the Best Practices for Cleaning 316L Tubing in Medical Applications?
Improper cleaning leaves behind manufacturing residues. These contaminants, like oils or metal fines, can cause adverse biological reactions, rendering a perfectly formed medical device unsafe for use.
Best practices include a multi-stage ultrasonic cleaning process using validated detergents and deionized water, followed by passivation to restore the corrosion-resistant passive layer. Final cleaning and packaging should occur in a certified cleanroom environment.
After all the effort to achieve perfect dimensional tolerance, the job is only half done. For medical devices, cleanliness is as critical as geometry. The surface of the 316L tubing, both inside and out, must be completely free of any organic or inorganic contaminants. This is not a simple washing process; it is a highly controlled, validated science. I've visited many medical device facilities, and the most successful ones treat their cleaning processes with the same rigor as their manufacturing. A pristine surface is fundamental to biocompatibility and patient safety.
The Multi-Stage Cleaning Protocol
A robust cleaning protocol is essential. It typically involves several steps designed to remove different types of soils.
- Initial Degreasing: This step removes the bulk of the oils and lubricants used during the tube drawing and bending processes. A specialized, medical-grade detergent is often used.
- Ultrasonic Cleaning: The parts are submerged in a bath and subjected to high-frequency sound waves. This creates microscopic cavitation bubbles that scrub every surface, including the crucial inner diameter of the tube, dislodging any remaining particulates or residues.
- Rinsing: Multiple rinses with progressively purer water, culminating in a final rinse with high-purity Deionized (DI) water, are necessary to remove all traces of the cleaning agents.
- Passivation: This is a critical chemical treatment. The process uses a mild acid (like nitric or citric acid) to remove any free iron from the surface and help rebuild the chromium-rich passive oxide layer. This layer is what gives 316L its excellent corrosion resistance.
The Importance of the Cleanroom
The final steps of cleaning, inspection, and packaging must be performed in a controlled environment. A certified cleanroom (e.g., ISO Class 7 or 8) prevents the parts from being re-contaminated by airborne dust, fibers, or other particles before they are sealed in their final packaging. Every aspect, from the air filtration to the garments worn by personnel, is designed to maintain a state of extreme cleanliness. It's the final guarantee that the component arriving at our client's facility is ready for integration into their life-saving devices.
Conclusion
Precision, tolerance, and cleanliness are not just buzzwords in the medical device industry; they are the pillars of patient safety and product efficacy. Mastering the art and science of bending and cleaning 316L stainless steel tubing requires a holistic approach, blending advanced technology with deep material expertise.
Have Questions or Need More Information?
Get in touch with us for personalized assistance and expert advice.





